Caratteristiche dei cordoni di saldatura orizzontali. Saldatura di cuciture orizzontali. Saldatura di cordoli singoli dal basso verso l'alto
La cucitura inferiore orizzontale può essere saldata anche da un saldatore alle prime armi. Con questa operazione inizia la formazione nel settore della saldatura. La saldatura di una cucitura verticale è un po' più difficile. Dopo aver padroneggiato questa operazione, puoi rivendicare il titolo di uno specialista esperto.
In questo articolo, descriviamo le caratteristiche di implementazione sia del primo che del secondo processo. Se usi i nostri consigli, saldare le cuciture verticali e orizzontali non ti causerà la minima difficoltà. Dopotutto, in generale, entrambe le operazioni sono abbastanza accessibili per lo sviluppo anche con una quantità minima di conoscenza e relativamente poca esperienza. lavori di saldatura. Alla fine, i saldatori alle prime armi, una volta, erano tutti.
Figura 7 - Denti per una pala. Ciò consente al materiale di riempire gli spazi tra le sfere e fornire una maggiore protezione al metallo di base. Un altro modello efficace sono i waffle o il mirino. L'applicazione dell'usura viene applicata sulla parte superiore e sui lati di ciascun dente, a 2 pollici dalla sua punta. I cordoni traverse dietro il deposito duro riducono il lavaggio.
Figura 7 - Cialde o mirino. Figura 7 - Confronto dei modelli di resistenza all'usura dei denti della pala. I metalli possono essere tagliati in modo pulito con un arco di elettrodo di carbonio perché non vengono introdotti metalli estranei sull'arco. La corrente di taglio dovrebbe essere da 25 a 50 ampere superiore alla corrente di saldatura per lo stesso spessore del metallo.
Saldatura orizzontale
La saldatura di cuciture orizzontali è sia semplice che complessa operazione tecnologica. Infatti, oltre alle cuciture inferiori, che sono relativamente facili da saldare, ci sono anche cuciture superiori (a soffitto) che possono essere saldate solo da uno specialista esperto.
Inoltre, sia nel primo che nel secondo caso, il processo di formazione della cucitura è complicato dalla gravità. Il metallo fuoriesce dalla cucitura inferiore verso il bordo inferiore e le bolle di idrogeno ridotto salgono dal fondo alla superficie, schiumando la superficie. Il metallo gocciola semplicemente dalla giuntura superiore, a volte direttamente sulla saldatrice, e gli aerosol gassosi penetrano nel cordone di saldatura dal basso verso l'alto.
La punta dell'elettrodo di carbonio deve essere collegata a terra in modo che sia molto affilata. Durante il taglio vero e proprio, muovere l'elettrodo di carbonio con un movimento ellittico verticale per tagliare il metallo; questo aiuta a rimuovere il metallo fuso. Come con il taglio a ossitaglio, è preferita la mezzaluna. Sulla fig. 7-52 mostra le posizioni relative dell'elettrodo e il lavoro di taglio della ghisa.
Figura 7 - Taglio al carbonio su ghisa. Il taglio del carbonio ha avuto successo sulla ghisa perché la temperatura dell'arco è sufficientemente alta da fondere gli ossidi formati. È particolarmente importante tagliare il taglio della ghisa per ottenere un taglio netto. Posizionare l'elettrodo in modo che il metallo fuso fuoriesca dall'area tagliata o tagliata. La Tabella 7-4 elenca le velocità di taglio, gli spessori degli inserti e le impostazioni correnti per il taglio del carbonio.
Pertanto, la saldatura di una cucitura orizzontale richiede una certa destrezza, un buon occhio e una comprensione dell'essenza delle manipolazioni eseguite.
Tecnica di saldatura orizzontale
 La saldatura nella posizione orizzontale della giuntura viene eseguita su un arco "corto", "medie" o correnti deboli. Inoltre, viene prestata particolare attenzione alla posizione dell'elettrodo, sia rispetto al piano delle parti unite, sia rispetto all'asse centrale del rullo formato.
La saldatura nella posizione orizzontale della giuntura viene eseguita su un arco "corto", "medie" o correnti deboli. Inoltre, viene prestata particolare attenzione alla posizione dell'elettrodo, sia rispetto al piano delle parti unite, sia rispetto all'asse centrale del rullo formato.
Velocità di taglio per il taglio acciaio al carbonio spessore diverso. A causa delle alte correnti, è necessaria una forma di grafite dell'elettrodo di carbonio. Per ridurre l'effetto di riscaldamento sull'elettrodo, non lasciare che si allunghi di oltre 6 pollici dal supporto durante il taglio. Se il carbone brucia troppo velocemente, accorcia la lunghezza che terrà fuori dal portaelettrodo di soli 3 pollici. Il funzionamento di un elettrodo di carbonio a temperature estremamente elevate provoca l'ossidazione e la combustione della sua superficie, con conseguente rapida riduzione del diametro dell'elettrodo.
Ebbene, in pratica, la tecnica di saldatura è la seguente:
- Il primo cordone di saldatura si forma su un breve arco. Il tallone dell'elettrodo si muove lungo la linea articolare, senza fluttuazioni nel piano trasversale. L'angolo di inclinazione dell'asse dell'elettrodo rispetto all'asse del rullo è di 80 gradi. Questo angolo garantisce la penetrazione del giunto profondità massima e l'uscita della maggior parte delle scorie sulla superficie del manto. Inoltre, se si posiziona l'elettrodo con un "angolo in avanti", la profondità di deposizione aumenterà e se lo si posiziona con un "angolo all'indietro", diminuirà di conseguenza.
- Il secondo cordone della cucitura si forma a valori medi della corrente di saldatura, spostando l'elettrodo "angolo in avanti" senza oscillazioni trasversali, solo lungo la linea di giunzione. La larghezza della sezione, ovviamente, aumenterà, quindi il secondo tallone viene saldato con un elettrodo di diametro maggiore.
- Il terzo tallone della cucitura è posizionato tra il piano superiore del secondo e i confini dell'interfaccia. Inoltre, se il secondo rullo risultava con una sporgenza, la "barca" tra il rullo precedente e le pareti divisorie viene riempita con un terzo strato. Bene, se il secondo rullo è uscito normale, riempiendo l'intera interfaccia, il terzo strato si forma in due passaggi, posizionando i rulli lungo i bordi sinistro e destro.
- Lo spazio tra rulli adiacenti del terzo strato viene riempito con il quarto rivestimento. Inoltre, se questa distanza è uguale al diametro dell'elettrodo, la quarta perlina viene formata in un passaggio, ma se i precedenti strati di superficie sono separati l'uno dall'altro a una distanza maggiore, il giunto tra le perline viene riempito con l'aiuto dei movimenti trasversali e longitudinali dell'elettrodo.
- Gli strati successivi sono formati secondo lo stesso principio del terzo rullo.
Allo stesso tempo, per evitare che il rivestimento fuoriesca dalla cucitura, vale la pena posizionare una lastra di materiale refrattario, ad esempio amianto, sotto il bordo inferiore. E quando raggiungi il limite superiore della sezione, dovresti raddoppiare la tua attenzione e diligenza: la maggior parte dei difetti di cucitura si "formano" proprio in questo momento.
Il taglio del carbonio non richiede generatori speciali. I generatori standard sono adatti per l'uso saldatura ad arco e altri articoli per la saldatura ad arco. Sempre usato DC polarità dritta. per colpa di alta temperatura e Intensità arco, selezionare una tonalità del casco più scura della normale tonalità utilizzata per saldare lo stesso spessore del metallo. Per la saldatura o il taglio ad arco di carbonio, si consiglia il colore della lente 12 o 14.
Il taglio dell'aria ad arco di carbonio è il processo di taglio, perforazione o scriccatura del metallo riscaldandolo allo stato fuso e quindi utilizzando aria compressa per soffiare attraverso il metallo fuso. La Figura 7-53 mostra il processo. L'apparecchiatura è costituita da un supporto speciale, come mostrato in Figura 7-54, che utilizza elettrodi di carbonio o grafite e aria compressa fornita tramite getti integrati nel supporto dell'elettrodo. Un pulsante o una valvola manuale sul portaelettrodo controlla il getto d'aria.
Saldatura verticale
 La saldatura ad arco delle cuciture verticali è implementata in modo abbastanza diverso dalla tecnologia precedente (orizzontale). Dopotutto, l'eterno "nemico" dei saldatori - la forza di gravità - interferisce con il processo di formazione di una giuntura in un modo completamente diverso: il riempitivo fuso e i metalli di base scorrono lungo la linea di giuntura, gli aerosol gassosi si precipitano verso l'alto (nello stesso direzione).
La saldatura ad arco delle cuciture verticali è implementata in modo abbastanza diverso dalla tecnologia precedente (orizzontale). Dopotutto, l'eterno "nemico" dei saldatori - la forza di gravità - interferisce con il processo di formazione di una giuntura in un modo completamente diverso: il riempitivo fuso e i metalli di base scorrono lungo la linea di giuntura, gli aerosol gassosi si precipitano verso l'alto (nello stesso direzione).
Cucitura verticale dall'alto verso il basso
Figura 7 - Taglio dell'aria di carbonio. Figura 7 - Portaelettrodo in carbonio con elettrodo in carbonio installato. Il getto d'aria rimuove il metallo fuso e solitamente lascia una superficie che non necessita di ulteriore preparazione per la saldatura. Il portaelettrodo funziona a una pressione dell'aria compresa tra 60 e 100 psi.
Durante l'uso, gli elettrodi di carbonio nudo o di grafite diventano più piccoli a causa dell'ossidazione indotta dal calore. Il rivestimento in rame di questi elettrodi riduce l'accumulo di calore e ne prolunga la durata. Le procedure operative per il taglio ad arco di carbonio e la scriccatura ad aria sono sostanzialmente le stesse. Le procedure sono le seguenti.
Pertanto, nel processo di saldatura verticale, è necessario tenere conto delle seguenti sfumature:
- In primo luogo, è necessario comprendere che il metallo fuso scorre verso il basso, causando cedimenti. Pertanto, le perline delle cuciture orizzontali devono essere sottili. E nel processo di formazione, dovrebbero essere evitati gli spostamenti trasversali dell'elettrodo.
- In secondo luogo, la saldatura posizione verticale la cucitura prevede la formazione di un rullo, le cui dimensioni sono paragonabili al diametro dell'elettrodo. Naturalmente è ammesso anche un doppio eccesso (quando il cordone è maggiore del diametro dell'elettrodo, anche tenendo conto delle dimensioni del rivestimento), ma non di più.
- In terzo luogo, la forza della corrente di saldatura dovrebbe essere massima, ma quando si scelgono valori specifici, è necessario livellare il rischio di "sottoquotare" il metallo di base con un arco eccessivamente forte. Pertanto, la forza attuale, tuttavia, non dovrebbe raggiungere il massimo.
- In quarto luogo, l'angolo di inclinazione dell'elettrodo (verso il piano del pezzo) deve essere di almeno 80 gradi. A valori più bassi compare l'effetto di un "picco", che impedisce la fusione del metallo base. Pertanto, regolando l'angolo di inclinazione, è possibile influenzare le temperature e la profondità di fusione nella zona del bagno di saldatura. Gli assi dei rulli (giunti di testa) e degli elettrodi devono essere paralleli tra loro.
- In quinto luogo, la larghezza della saldatura è controllata dalla velocità di deposizione e dalla traiettoria del piedino dell'elettrodo. Alternando su e giù, puoi influenzare la larghezza della superficie. Ma in questo caso, è necessario mantenere un "angolo in avanti" di inclinazione di 80 gradi.
- In sesto luogo, i rulli sono impilati in "scaffali" a sezione verticale. Cioè, ogni strato successivo si basa sulla superficie precedente.
Impostare la macchina sulla corrente corretta per il diametro dell'elettrodo. Avviare il compressore d'aria e impostare il regolatore sulla pressione dell'aria corretta. Utilizzare la pressione dell'aria più bassa possibile - pressione sufficiente per soffiare via il metallo fuso. Inserire l'elettrodo nel supporto. Ingrandisci l'elettrodo di carbonio a 6 pollici dal supporto. Assicurarsi che la punta dell'elettrodo sia formata correttamente.
Colpisci l'arco; quindi aprire la valvola del getto d'aria. L'elettrodo è regolato rispetto al supporto. Controlla l'arco e la velocità di traslazione in base alla forma e alle condizioni di taglio desiderate. Disimpegnarsi sempre dall'operatore poiché il metallo fuso viene spruzzato a una certa distanza dall'utensile da taglio. È possibile utilizzare questo processo per tagliare o spingere il metallo in posizioni piatte, orizzontali, verticali o sopraelevate.
Nella saldatura elettrica, un arco elettrico viene utilizzato per riscaldare il metallo. Si verifica tra la parte e l'elettrodo: un'asta di metallo conduttivo (a volte non metallico). La temperatura dell'arco fonde il metallo. La zona di fusione all'incrocio delle parti è chiamata cordone di saldatura (saldatura). Per metalli diversi e tipi diversi le connessioni, la tecnica di saldatura, la posizione dell'elettrodo, la velocità del suo movimento e l'ampiezza possono variare. Come saldare correttamente una cucitura in modo che la connessione non sia solo affidabile, ma anche bella, parliamo ulteriormente.
Cucitura verticale "dal basso"
La piallatura ad arco d'aria è utile in molte aree diverse della lavorazione dei metalli, come la formatura dei metalli e altre preparazioni di saldatura. Per la scriccatura, tenere il portaelettrodo in modo che l'elettrodo si inclini all'indietro rispetto alla direzione di marcia. Il getto d'aria è diretto lungo l'elettrodo verso l'arco. La profondità e il contorno della scanalatura sono controllati dall'angolo dell'elettrodo e dalla velocità di spostamento. La larghezza della scanalatura è determinata dal diametro dell'elettrodo.
Quando si taglia o si scava una scanalatura poco profonda sulla superficie di un pezzo di metallo, è necessario posizionare il portaelettrodo ad un angolo molto piatto rispetto al pezzo. La velocità di traslazione e l'impostazione della corrente influiscono anche sulla profondità della scanalatura. Più lento è il movimento e maggiore è la corrente, più profondo è il solco.
Tipi di saldature e giunti
Le cuciture hanno una classificazione abbastanza ampia. Innanzitutto, sono divisi in base al tipo di connessione degli agenti. A seconda dei requisiti di affidabilità, la cucitura può essere applicata su uno o entrambi i lati. Con la saldatura su entrambi i lati, la struttura è più affidabile e mantiene meglio la sua forma. Se c'è solo una cucitura, spesso si scopre che il prodotto è deformato: la cucitura "tira". Se ce ne sono due, queste forze vengono compensate.
Il metallo può essere rimosso con un arco elettrico standard, ma per buoni risultati scriccatura o taglio, è necessario utilizzare speciali elettrodi metallici progettati per questo tipo di lavoro. I produttori hanno sviluppato elettrodi con rivestimenti speciali che aumentano il flusso dell'arco per un taglio veloce. Il rivestimento decade più lentamente del centro metallico. Questo crea una profonda rientranza che produce un'azione a getto che rimuove il metallo fuso. Lo svantaggio principale di questi elettrodi è che l'aggiunta materiale metallico deve essere rimosso.
Le saldature, a seconda del tipo di connessione, sono di testa (testa), tee, sovrapposizione e angolo (per aumentare le dimensioni dell'immagine, fare clic su di essa con il tasto destro del mouse)
È impraticabile notare che per ottenere una saldatura di alta qualità, il metallo non deve essere arrugginito. Pertanto, i punti di saldatura vengono levigati o trattati con una lima, fino a quando la ruggine non scompare completamente. Inoltre, a seconda delle esigenze, rettificare o meno il bordo.
Figura 7 - Per tagliare la piastra viene utilizzato un elettrodo di acciaio. Questi elettrodi sono progettati per il taglio di acciaio inossidabile, rame, alluminio, bronzo, nichel, ghisa, mango, acciaio o acciai legati. La Figura 7 mostra una tipica operazione di taglio di bave. Si noti che l'angolo tra l'elettrodo e la piastra è piccolo. Ciò semplifica la rimozione del metallo extra creato dall'elettrodo.
Figura 7 - Lavorare con bordo tagliente utilizzando un elettrodo di carburo. L'impostazione di corrente consigliata è così alta che l'elettrodo funzionerà senza surriscaldarsi fino a quando il rivestimento non si rompe. Nella produzione o riparazione di apparecchiature, i test vengono utilizzati per determinare la qualità e l'affidabilità delle saldature. Sono stati sviluppati molti test diversi per guasti specifici. Il tipo di prova utilizzato dipende dai requisiti delle saldature e dalla disponibilità delle apparecchiature di prova. Questa sezione discute brevemente i test non distruttivi e distruttivi.
Giunto di testa (cucitura di testa)
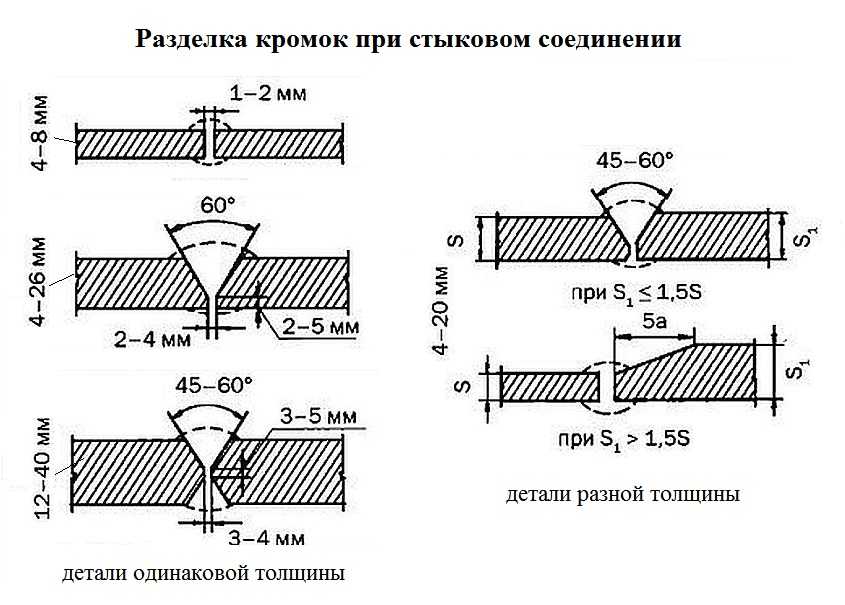
La cucitura di testa nella saldatura viene utilizzata durante l'unione lamiera o estremità dei tubi. Le parti sono posate in modo che vi sia uno spazio di 1-2 mm tra loro, se possibile, sono fissate rigidamente con morsetti. Durante il processo di saldatura, lo spazio vuoto viene riempito con metallo fuso.
Lamiera sottile - fino a 4 mm di spessore - viene saldata senza pre-allenamento(la pulizia della ruggine non conta, è necessaria). In questo caso cuocete solo da un lato. Con uno spessore delle parti da 4 mm, la cuciturapuò essere singola o doppia, ma è richiesta la sigillatura dei bordi in uno dei modi indicati in foto.
Saldatura di singoli cordoni su una superficie verticale
I test non distruttivi sono un metodo di prova che non distrugge o pregiudica l'utilità di un prodotto saldato. Questi test rivelano tutti i comuni difetti interni e superficiali che possono verificarsi quando si utilizzano procedure di saldatura errate. È disponibile un'ampia gamma di dispositivi di prova e la maggior parte sono più facili da usare rispetto ai metodi distruttivi, specialmente quando si tratta di oggetti grandi e costosi.
L'ispezione visiva viene solitamente eseguita automaticamente dal saldatore al termine della saldatura. Questo è un tipo di revisione strettamente soggettivo e di solito non ci sono limiti definiti o rigidi all'accettabilità. Il saldatore può utilizzare le dime per controllare i contorni delle saldature. I controlli visivi sono fondamentalmente un confronto tra le saldature finite e uno standard accettato. Questo test è efficace solo quando le qualità visive della saldatura sono le più importanti.
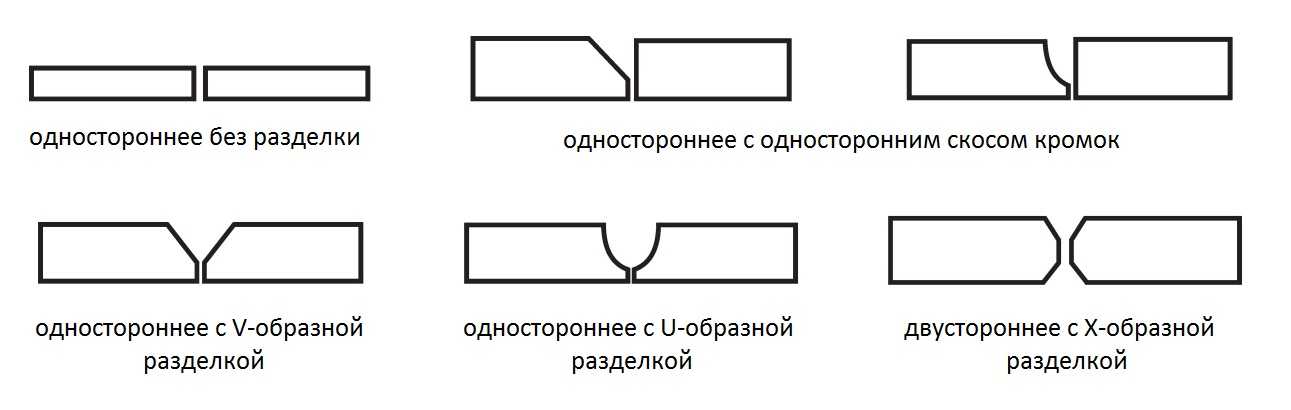
- Con uno spessore della parte da 4 mm a 12 mm, la cucitura può essere singola. Quindi i bordi vengono puliti in uno qualsiasi dei modi. È più conveniente eseguire una preparazione su un lato con uno spessore fino a 10 mm e le parti più spesse vengono pulite più spesso sotto forma di lettera V. La pulizia a forma di U è più difficile da eseguire, quindi viene utilizzata meno spesso . Se i requisiti per la qualità della saldatura vengono aumentati, con uno spessore superiore a 6 mm, è necessaria la spellatura su entrambi i lati e una doppia cucitura da un lato e dall'altro.
- Quando si salda un metallo con uno spessore di 12 mm o più di testa, è assolutamente necessaria una doppia cucitura, è impossibile riscaldare un tale strato su un lato. La rifinitura dei bordi è su entrambi i lati, a forma di lettera X. Non è redditizio utilizzare la rifilatura dei bordi a forma di V o U con uno spessore tale: per riempirli è necessario più volte il metallo. Per questo motivo, il consumo di elettrodi aumenta e la velocità di saldatura viene notevolmente ridotta.
L'ispezione delle particelle magnetiche è più efficace per rilevare i difetti superficiali o prossimi alla superficie nelle saldature. Viene utilizzato in metalli o leghe dove si può indurre magnetismo. Mentre il provino è magnetizzato, viene applicato un liquido contenente polvere di ferro finemente suddivisa. Finché il campo magnetico non viene disturbato, le particelle di ferro formeranno uno schema regolare sulla superficie del provino. Quando il campo magnetico è interrotto da una crepa o da qualche altro difetto nel metallo, il campione è sospeso metallo metallicoè anche interrotto.
Taglio di bordi di metallo quando si uniscono le parti end-to-end (per aumentare le dimensioni dell'immagine, fare clic su di essa con il tasto destro del mouse)
Se, tuttavia, si decide di saldare metallo di grande spessore con un taglio unilaterale, sarà necessario riempire la giuntura in più passaggi. Tali cuciture sono chiamate multistrato. Come saldare una giuntura in questo caso è mostrato nella figura seguente (i numeri indicano l'ordine di posa degli strati di metallo durante la saldatura).
Come saldare una cucitura verticale
Le particelle di metallo sono raggruppate attorno al difetto, il che lo rende facile da trovare. Puoi magnetizzare il campione, sia passando attraverso di esso elettricità, come mostrato nella Figura 7-58, o facendo passare una corrente elettrica attraverso una bobina di filo che circonda il provino in prova, come mostrato nella Figura 7. Quando la corrente elettrica scorre in linea retta da un punto di contatto all'altro, il le linee del campo magnetico sono in una direzione circolare come mostrato nella Figura 7 Quando la corrente scorre attraverso la bobina attorno al provino, come mostrato nella Figura 7-59, le linee del campo magnetico sono longitudinali attraverso il provino.

Come saldare una saldatura di testa: monostrato e multistrato (per aumentare le dimensioni dell'immagine, fare clic su di essa con il tasto destro del mouse)
Giunto sovrapposto
Questo tipo di connessione viene utilizzato per la saldatura di lamiere fino a 8 mm di spessore. Viene bollito su entrambi i lati in modo che l'umidità non penetri tra i fogli e non vi sia corrosione.
Figura 7 - Magnetizzazione circolare. Figura 7 - Magnetizzazione longitudinale. Quando un difetto dovrebbe manifestarsi come una violazione della struttura delle particelle di ferro, la direzione campo magnetico deve essere ad angolo retto rispetto all'asse principale del difetto. Un campo magnetico con la direzione richiesta viene stabilito quando il flusso di corrente è parallelo all'asse principale del difetto. Poiché l'orientamento del difetto è sconosciuto, durante il test devono essere utilizzate direzioni di corrente diverse. Come mostrato nella Figura 7-58, il magnetismo circolare viene indotto nel provino, in modo da poter ispezionare la parte per le crepe longitudinali, mentre il magnetismo longitudinale, come mostrato nella Figura 7-59, viene indotto in modo da poter ispezionare la parte per verificare la presenza di trasversali crepe.
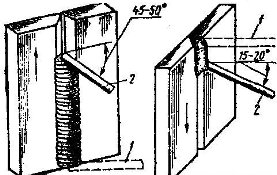
Quando si esegue una cucitura con una sovrapposizione, è necessario selezionare correttamente l'angolo dell'elettrodo. Dovrebbe essere intorno ai 15-45°. Quindi si ottiene una connessione affidabile. Con una deviazione in una direzione o nell'altra, la maggior parte del metallo fuso non si trova alla giunzione, ma lateralmente, la forza della connessione viene notevolmente ridotta o le parti non rimangono affatto collegate.
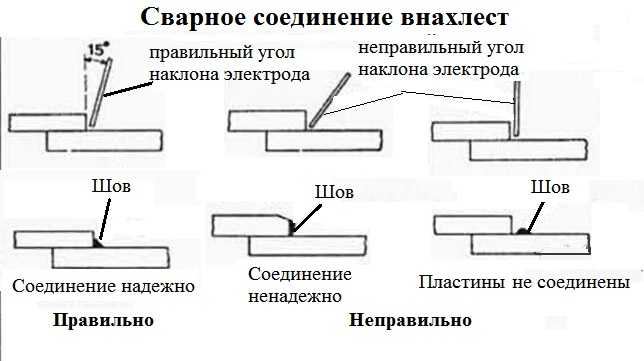
Come tenere correttamente l'elettrodo durante la saldatura con una sovrapposizione (per aumentare le dimensioni dell'immagine, fare clic su di essa con il tasto destro del mouse)
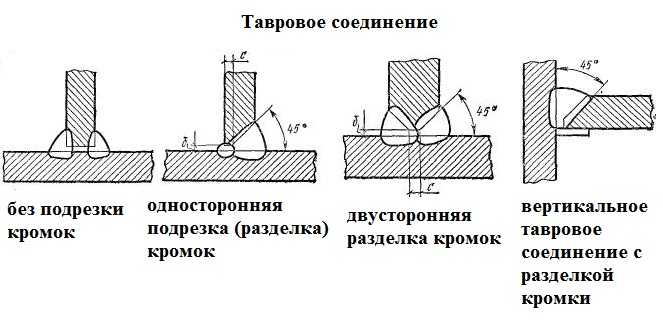
Raccordo a T e angolo
Il giunto a T in saldatura è la lettera "T", l'angolo - la lettera "G". Un giunto a T può essere con una o due cuciture. I bordi possono anche essere tagliati o meno. La necessità di tagliare i bordi dipende dallo spessore delle parti da saldare e dal numero di cuciture:
- spessore del metallo fino a 4 mm, cucitura singola - senza lavorazione dei bordi;
- spessore da 4 mm a 8 mm - doppia cucitura senza bordo;
- da 4 mm a 12 mm - cucitura singola con taglio su un lato;
- da 12 mm, il bordo viene tagliato su entrambi i lati e vengono realizzate anche due cuciture.
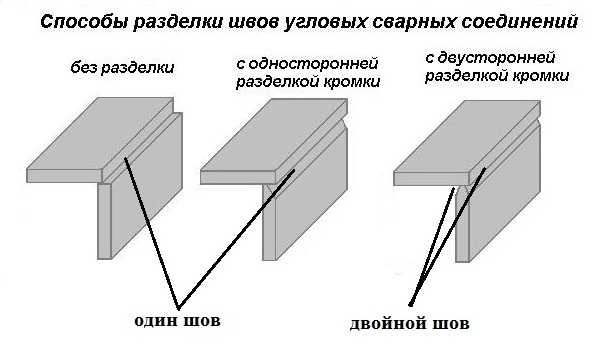
La saldatura d'angolo può essere considerata come parte del raccordo a T. Le raccomandazioni qui sono esattamente le stesse: il metallo sottile può essere saldato senza taglienti, per uno spessore maggiore, è necessario rimuovere il pezzo da uno o due lati.
Talvolta i giunti angolari ea T devono essere saldati su entrambi i lati (due cuciture). Per saldare correttamente una tale giuntura, le parti vengono ruotate in modo che i piani di metallo siano alla stessa angolazione. Nella foto, questo metodo è firmato "in barca". Ciò semplifica il calcolo del movimento dell'elettrodo, soprattutto per un principiante con la saldatura.
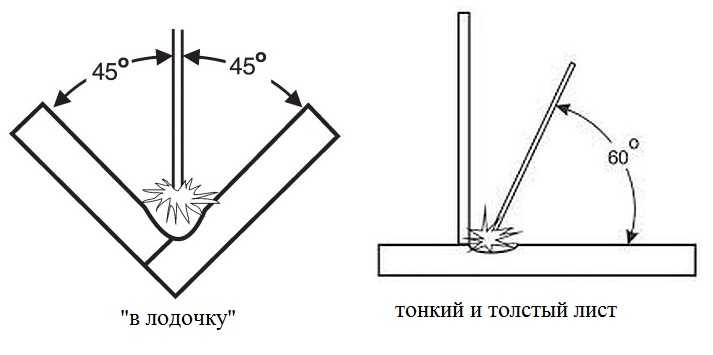
Come saldare una cucitura: "in una barca" e quando si uniscono metalli di diverso spessore
Quando si collega un metallo sottile e spesso, l'angolo di inclinazione dell'elettrodo dovrebbe essere diverso - circa 60 ° rispetto alla parte più spessa. In questa posizione, la maggior parte del riscaldamento cadrà su di esso, il metallo sottile non brucia, cosa che può accadere se l'angolo di inclinazione è di 45 °.
Saldatura d'angolo
Durante la saldatura di saldature d'angolo, è necessario monitorare la posizione e il movimento dell'elettrodo. Dovresti ottenere una cucitura con un riempimento uniforme. È più facile implementarlo se metti le parti per la saldatura "nella barca", ma non sempre funziona.
Se il piano inferiore si trova orizzontalmente, spesso risulta che c'è poco metallo sul piano verticale, così come nell'angolo stesso: si impila. Ciò accade se l'elettrodo si trova in cima all'angolo per meno tempo che vicino alle sue superfici laterali. Il movimento della punta dell'elettrodo deve essere uniforme. Anche il secondo motivo lo è grande diametro elettrodo, che non consente di scendere e riscaldare normalmente la giunzione.
Per evitare la comparsa di questo difetto, si accende l'arco su una superficie orizzontale (nel punto "A"), spostando l'elettrodo in superficie verticale, quindi riportarlo al suo posto con un movimento circolare. Quando l'elettrodo è sopra il giunto, ha una pendenza di 45°, mentre si alza, l'angolo diminuisce leggermente (figura nella figura a sinistra), quando ci si sposta su una superficie orizzontale, l'angolo aumenta. Con questa tecnica, la cucitura sarà riempita in modo uniforme.
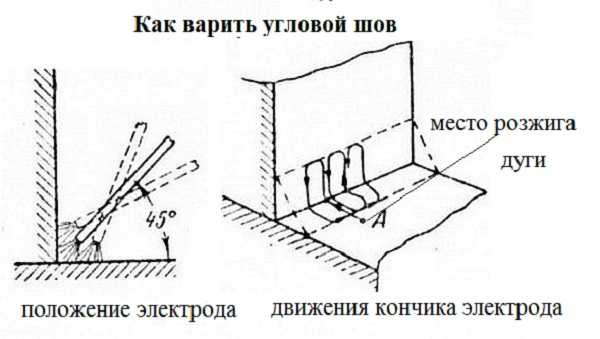
Saldatura saldatura d'angolo- posizione e movimento dell'elettrodo
Quando si saldano giunti angolari, assicurarsi anche che il tempo trascorso dall'elettrodo in tutti e tre i punti (ai lati e al centro) sia lo stesso.
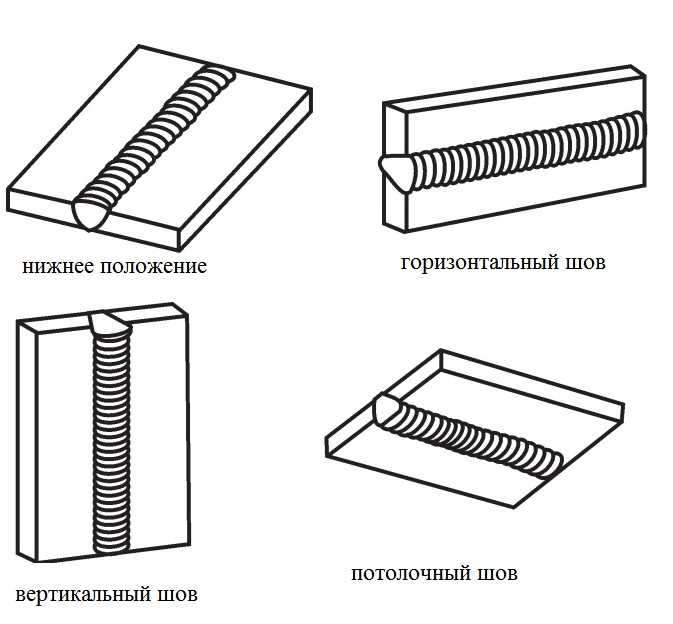
Posizione nello spazio
Tranne tipi diversi giunti, le cuciture possono essere posizionate nello spazio in diversi modi. Sono in posizione bassa. Per il saldatore, questo è il più comodo. Questo è il modo più semplice per controllare il bagno di saldatura. Tutte le altre posizioni - orizzontale, verticale e giuntura a soffitto - richiedono una certa conoscenza delle tecniche di saldatura (leggi sotto come saldare tali giunzioni).
Come saldare una cucitura
Quando si salda nella posizione inferiore, non sorgono difficoltà nemmeno per un saldatore alle prime armi. Ma tutte le altre disposizioni richiedono la conoscenza della tecnologia. Ogni posizione ha le sue raccomandazioni. La tecnica per realizzare saldature di ogni tipo è discussa di seguito.
Saldatura di cordoni verticali
Durante la saldatura di parti in posizione verticale, il metallo fuso scivola verso il basso sotto l'azione della gravità. Per evitare la fuoriuscita delle goccioline, viene utilizzato un arco più corto (la punta dell'elettrodo è più vicina al bagno di saldatura). Alcuni artigiani, se gli elettrodi lo consentono (non si attaccano), generalmente li appoggiano sul pezzo.
La preparazione del metallo (scanalatura) viene eseguita in base al tipo di giunzione e allo spessore delle parti da saldare. Quindi vengono fissati in una posizione predeterminata, collegata a un gradino di diversi centimetri con cuciture trasversali corte - "puntine". Queste cuciture non consentono alle parti di muoversi.
Una cucitura verticale può essere saldata dall'alto verso il basso o dal basso verso l'alto. È più comodo lavorare dal basso verso l'alto: è così che l'arco spinge verso l'alto il bagno di saldatura, impedendone l'abbassamento. Questo rende più facile realizzare una cucitura di qualità.
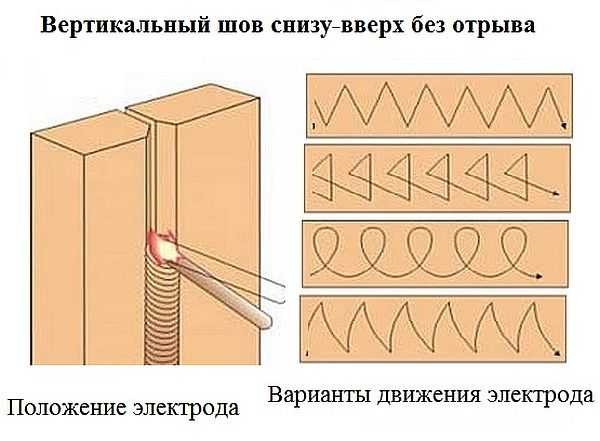
Questo video mostra come saldare correttamente una cucitura verticale mediante saldatura elettrica con il movimento dell'elettrodo dal basso verso l'alto senza separazione. Viene anche dimostrata la tecnica del rotolo corto. In questo caso, i movimenti dell'elettrodo avvengono solo su e giù, senza spostamento orizzontale, la cucitura è quasi piatta.
È possibile collegare parti in posizione verticale con una separazione dell'arco. Per i saldatori alle prime armi, questo può essere più conveniente: durante il tempo di separazione, il metallo ha il tempo di raffreddarsi. Con questo metodo, puoi persino appoggiare l'elettrodo sul ripiano del cratere saldato. È più facile. Lo schema dei movimenti è quasi lo stesso senza interruzioni: da un lato all'altro, anelli o un "rullo corto" - su e giù.
Come cucinare una cucitura verticale con uno spazio vuoto, guarda il prossimo video. Lo stesso video tutorial mostra l'effetto della forza attuale sulla forma della cucitura. In generale, la corrente dovrebbe essere 5-10 A inferiore a quella consigliata per un determinato tipo di elettrodo e spessore del metallo. Ma, come mostrato nel video, questo non è sempre vero ed è determinato sperimentalmente.
A volte una cucitura verticale viene saldata dall'alto verso il basso. In questo caso, quando si avvia l'arco, tenere l'elettrodo perpendicolare alle superfici da saldare. Dopo l'accensione in questa posizione, riscaldare il metallo, quindi abbassare l'elettrodo e cuocere in questa posizione. Saldare un cordone verticale dall'alto verso il basso non è molto conveniente, richiede un buon controllo del bagno di saldatura, ma in questo modo si possono ottenere buoni risultati.
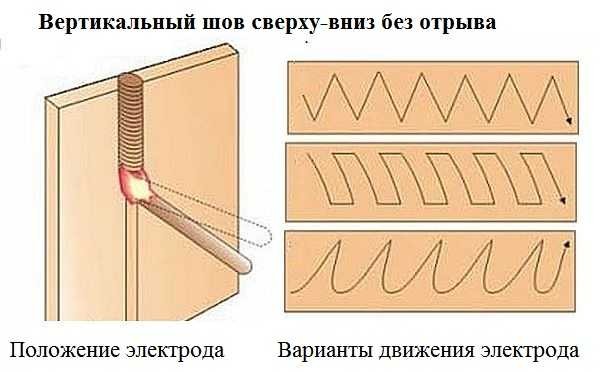
Come saldare una cucitura verticale mediante saldatura elettrica dall'alto verso il basso: la posizione dell'elettrodo e il movimento della sua punta
Come saldare una cucitura orizzontale
Una cucitura orizzontale su un piano verticale può essere eseguita sia da destra a sinistra che da sinistra a destra. Non c'è differenza, a chi è più conveniente, lui cucina così. Come quando si salda una cucitura verticale, il bagno tenderà a scendere. Pertanto, l'angolo di inclinazione dell'elettrodo è piuttosto ampio. Viene selezionato in base alla velocità di movimento e ai parametri correnti. La cosa principale è che il bagno rimanga al suo posto.
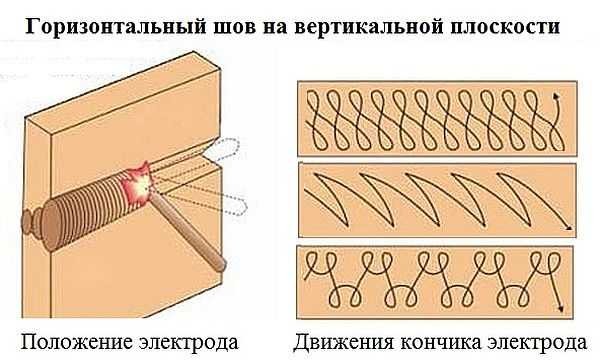
Se il metallo scorre verso il basso, aumentare la velocità di movimento, riscaldando di meno il metallo. Un altro modo è quello di fare interruzioni di arco. Durante questi brevi intervalli, il metallo si raffredda leggermente e non si scarica. Puoi anche ridurre un po' la corrente. Solo tutte queste misure vengono applicate in più fasi e non tutte in una volta.
Il video seguente mostra come saldare correttamente il metallo in posizione orizzontale. La seconda parte del video sulle cuciture verticali.
Cucitura a soffitto
Questo tipo giunto saldato- il più difficile. Richiede alta abilità e buon controllo del bagno di saldatura. Per eseguire questa cucitura, l'elettrodo viene tenuto ad angolo retto rispetto al soffitto. L'arco è corto, la velocità di movimento è costante. Esegui principalmente movimenti circolari che espandono la cucitura.
Pulizia della saldatura
Dopo la saldatura, sulla superficie del metallo rimangono schizzi di calcare, gocce di metallo e scorie. La sutura stessa è solitamente convessa, sporge sopra la superficie. Tutte queste carenze possono essere eliminate: ripulire.
La pulizia delle cuciture dopo la saldatura viene eseguita in più fasi. Nella prima fase, con l'aiuto di uno scalpello e di un martello, le squame e le scorie vengono eliminate dalla superficie. Sul secondo, se necessario, confronta la cucitura. Qui serve uno strumento: una smerigliatrice dotata di disco abrasivo per metallo. A seconda di quanto liscia dovrebbe essere la superficie, vengono utilizzate diverse grane abrasive.
A volte, quando si saldano metalli duttili, è necessaria la stagnatura, rivestendo la saldatura con un sottile strato di stagno fuso.
Difetti di saldatura
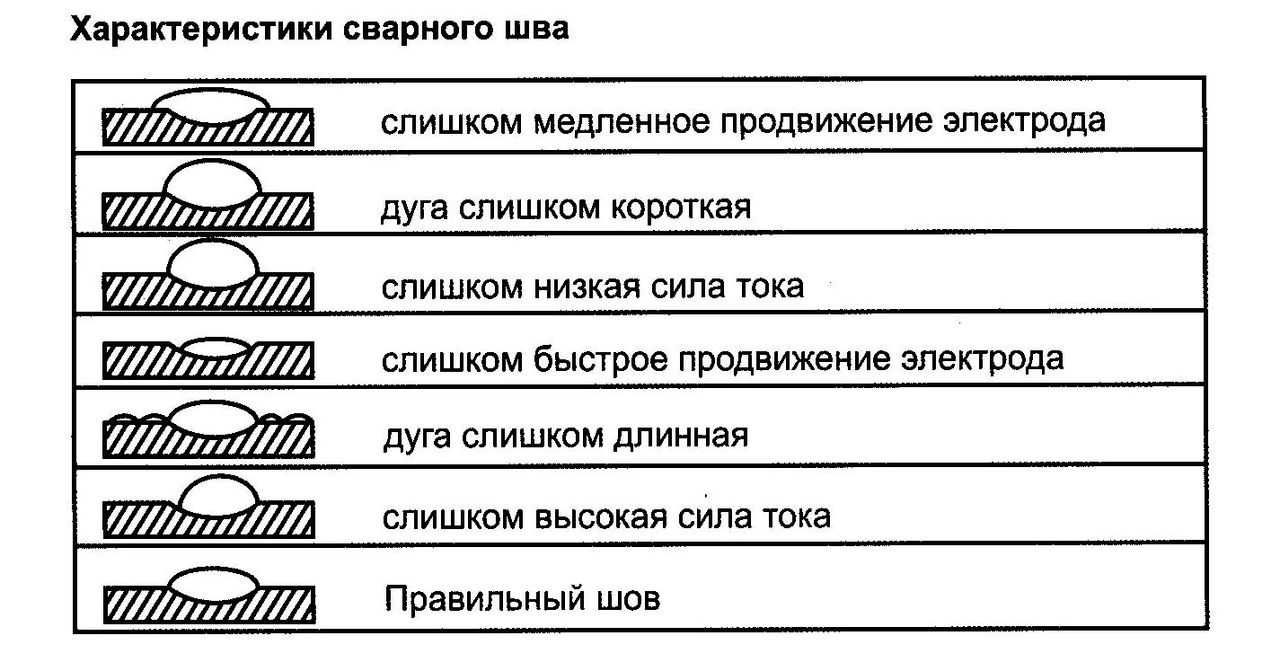
I saldatori principianti spesso commettono errori quando realizzano cuciture che portano a difetti. Alcuni di loro sono critici, altri no. In ogni caso, è importante essere in grado di identificare l'errore per correggerlo in un secondo momento. I difetti più comuni tra i principianti sono la larghezza disuguale della cucitura e il suo riempimento irregolare. Ciò accade a causa di movimenti irregolari della punta dell'elettrodo, cambiamenti nella velocità e nell'ampiezza dei movimenti. Con l'accumulo di esperienza, queste carenze diventano sempre meno evidenti, dopo un po' scompaiono del tutto.
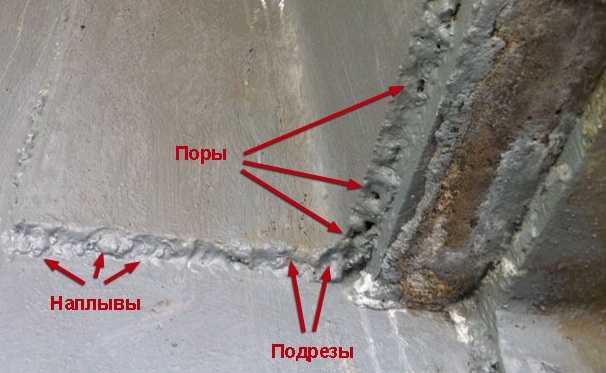
Altri errori - quando si sceglie la forza attuale e la dimensione dell'arco - possono essere determinati dalla forma della cucitura. È difficile descriverli a parole, è più facile rappresentarli. La foto sotto mostra i principali difetti di forma: sottosquadri e riempimento irregolare, i motivi che li hanno causati sono esplicitati.
Mancanza di fusione
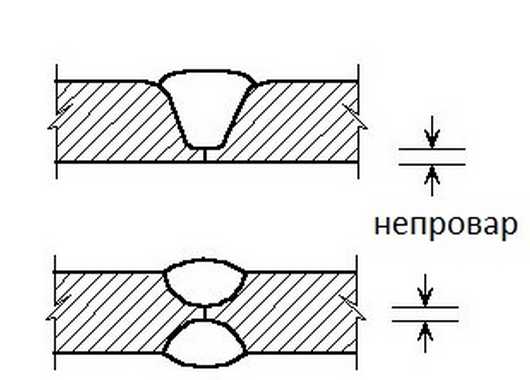
Questo difetto consiste nel riempimento incompleto della giunzione delle parti. Questo svantaggio deve essere corretto, poiché influisce sulla forza della connessione. Ragione principale:
- corrente di saldatura insufficiente;
- alta velocità di movimento;
- preparazione dei bordi insufficiente (durante la saldatura di metalli spessi).
Si elimina correggendo la corrente e riducendo la lunghezza dell'arco. Avendo scelto correttamente tutti i parametri, si liberano di un tale fenomeno.
sottosquadro
Questo difetto è una scanalatura lungo la cucitura nel metallo. Di solito si verifica quando l'arco è troppo lungo. La cucitura si allarga, la temperatura dell'arco per il riscaldamento non è sufficiente. Il metallo attorno ai bordi si solidifica rapidamente, formando queste scanalature. "Trattato" da un arco più corto o regolando l'intensità della corrente verso l'alto.
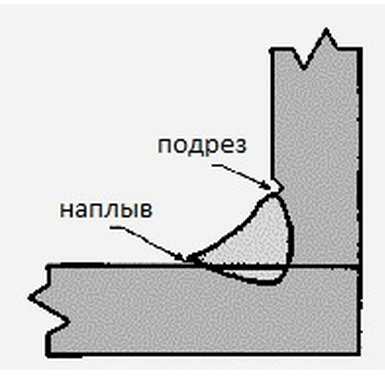
Con un angolo o una connessione a T, si forma il sottosquadro a causa del fatto che l'elettrodo è più diretto sul piano verticale. Poi il metallo scorre verso il basso, si forma nuovamente un solco, ma per un motivo diverso: troppo riscaldamento della parte verticale della cucitura. Eliminato riducendo la corrente e/o accorciando l'arco.
bruciare
Questo è un foro passante nella saldatura. Ragione principale:
- corrente di saldatura troppo alta;
- velocità di movimento insufficiente;
- troppo spazio tra i bordi.

I metodi di correzione sono chiari: stiamo cercando di scegliere la modalità di saldatura ottimale e la velocità dell'elettrodo.
Pori e rigonfiamenti
I pori sembrano piccoli fori che possono essere raggruppati in una catena o sparsi su tutta la superficie della cucitura. Sono un difetto inaccettabile, poiché riducono notevolmente la forza della connessione.
Appaiono i pori:
- in caso di protezione insufficiente del bagno di saldatura, una quantità eccessiva di gas protettivi (elettrodi di scarsa qualità);
- tiraggio nella zona di saldatura, che devia i gas protettivi e l'ossigeno entra nel metallo fuso;
- in presenza di sporco e ruggine sul metallo;
- preparazione dei bordi inadeguata.
Gli avvallamenti compaiono durante la saldatura con fili d'apporto con modalità e parametri di saldatura selezionati in modo errato. Rappresenta un metallo insensibile che non è collegato alla parte principale.
Crepe fredde e calde
Quando il metallo si raffredda, compaiono crepe calde. Può essere diretto lungo o attraverso la cucitura. Quelli freddi compaiono già su una cucitura fredda nei casi in cui i carichi per questo tipo di cucitura sono troppo alti. Le crepe fredde portano alla distruzione del giunto saldato. Queste carenze vengono trattate solo da saldature ripetute. Se ci sono troppi difetti, la cucitura viene tagliata e riapplicata.



















