Программа для оптимизации раскроя брёвен. Программа оптимизации распила - SawsOptimization
Расчет оптимального распила бревна с помощью программы Excel. Для каждой лесопилки важно максимально минимизировать сырьевые отходы производства. От этого существенно зависит рентабельность производства строительного бревна.
Пример расчета распила строительных бревен в программе Excel
Программа для расчета распила бревна будет полезна малым предпринимателям готовым создать свой бизнес по производству оцилиндрованных бревен и стройки деревянных
На распил поступает некоторое количество бревен, длиной 10 метров каждая. Лесопилкой заключен контракт на поставку сырья из древесины в таком количестве:
- 100 бревен по 5 метров;
- 200 бревен по 4 метра;
- 300 бревен по 3 метра.
Каким будет оптимальное количество бревен, которые должны быть распилены для выполнения контрактных условий? Иными словами, как распилить доски с минимальным количеством отходов производства?
Решение задачи на распилы бревен
Для составления модели решения необходимо определить все возможные варианты распила бревна длинною по 10 метров каждое на 3-, 4- и 5-метровые отрезки с учетом длины отходов. Результатом таких расчетов является выявление 6 вариантов распила:
- 2 бруса по 5м (0м отходов).
- 2 бруса 5м + 4м (1м отходов).
- 2 бруса 5м + 3м (2м отходов).
- 3 бруса 3м + 3м + 4м (0м отходов).
- 2 бруса по 4м (2м отходов).
- 3 бруса по 3м (1м отходов).
По условию задачи X і распиливаются способом і. Тогда будет верна схема:
F = X 1 + X 2 + X 3 + X 4 + X 5 + X 6 => min
Можно составить такую систему:

Следующим шагом будет подготовка таблицы Microsoft Excel, которая будет содержать исходные условия задачи.
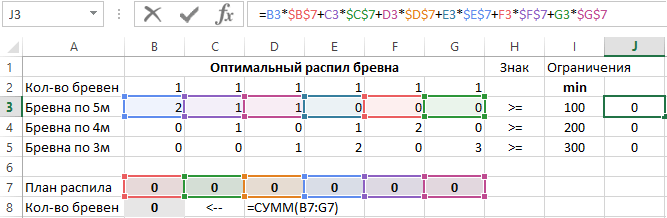
Для расчета левой части ограничения и целевой функции вводятся соответствующие формулы. Ячейки J3:J5 заполоните этими формулами:
А в ячейку B8 введите формулу: =СУММ(B7:G7).
Далее заполняется форма модулей «Поиск решения» и «Параметры поиска решения». Для этого перейдите на ячейку B8 и воспользуйтесь инструментом на вкладке «ДАННЫЕ»-«Анализ»-«Поиск решения». Если на этой вкладке у Вас отсутствует данный инструмент, тогда ознакомьтесь с инструкцией.
Программа SawsOptimization предназначена для технологов и плановиков лесопильного производства и является инструментом для оптимизации лесопиления и достижения максимального полезного выхода. Программа имеет удобные и гибкие настройки и интуитивно понятный интерфейс, что значительно облегчает освоение программы и дальнейшую работу с ней.
Исходными данными для программы служат:
· Размеры бревна
· Требуемые размеры пиломатериалов и их стоимость.
· Характеристики лесопильного оборудования.
Базовым функционалом программы является расчет оптимальных поставов на основе этих данных. Программа выдает поставы, которые могут быть реализованы на данном оборудовании и обеспечивают максимальный выход либо максимальную стоимость продукции, позволяет рассчитать величину обзольности досок, объем и стоимость готовой продукции.
Зарегистрировавшись на нашем сайте, Вы сможете скачать демо-версию программы в разделе "Документация и поддержка".
Что нового в версии 3.0
Программа SawsOptimization предыдущей версии 2.3 хорошо известна многим лесопильщикам и завоевала широкую популярность в России. Пользователи SawsOptimization2.3 найдут в новой версии программы следующие улучшения:
· расширенные возможности настройки профилей пиления и настроек оборудования, включая: дополнительные настройки для пильных, профилирующих станков, пил и фрез, дополнительные профили оборудования (Карусель, Linck, SAB, пиление в 3 прохода), зависимость ширины пил от толщины пропила.
· Специальные режимы пиления: безсердцевинная доска, пиление с фиксированной толщиной крайних боковых досок, пиление материала с ложным ядром.
· Доработанный движок оптимизации в ряде случаев выдает лучшие результаты.
· расширенные возможности операций с поставами: ручное создание и правка, сохранение-чтение, применение произвольного постава к бревну произвольных размеров, подбор оптимального диаметра под постав.
· Автоматический расчет пильных размеров в зависимости от конечной влажности по ГОСТ 6782-1.75
Помимо базовой версии, существует версия 3.0 Профессиональная, предназначенная для оптимизации цикла лесопиления начиная с сортировки бревен на крупных предприятиях и обладающая, помимо вышеперечисленного, следующим дополнительным функционалом:
· Функционал плановика: групповая оптимизация для бревен разных диаметров, общая спецификация выхода продукции для всего объема пиловочника, планирование и оптимизация для получения треубемого выхода продукции по сечениям.
· Оптимизация с учетом кривизны
· оптимизация сортировки бревен по поставам для получения максимального выхода продукции.
· интергация с программой оптимизации сортировки бревен OptiGrade
Краткое описание озможностей программы SawsOptimization Professional :
- Пакетная оптимизация для всех диаметров, с расчетом оптимальных поставов для каждого диаметра, общего выхода пиломатериалов и выхода по сечениям.

- Возможность оптимизации для достижения требуемого выхода по сечениям.
Пример: требуется оптимальным образом получить выход сечения 32x150 не менее 10%. Добиваемся этого, при этом общий выход падает с 52,24% до 51,83%.


- Автоматическая оптимизация границ сортгрупп, а также возможность менять границы вручную и видеть, как изменение границ влияет на выход.
Пример: изменение границ сортгрупп повысило выход до 52,66%

- Возможность выбирать альтернативный постав для любой сортгруппы и видеть, как смена постава повлияет на общий выход.

- Учет наличия системы оптимизации раскроя у кромкообрезного станка. Разные варианты ширины боковых досок в одном поставе.

Распределение сырья по диаметрам: возможность либо задавать в штуках остатки сырья на складе по диаметрам, либо использовать статистическое распределение по данным сортировки бревен. Учет всех размерных факторов (диаметр, сбег) при расчете общего выхода.

- Детальное конфигурирование профилей оборудования, возможность задания разных профилей для разных диаметров.
Для обработки бревен на ленточной пилораме необходимо придерживаться принятой технологии. Таким образом можно получить максимальное количество качественных материалов — досок и бруса. Но предварительно следует ознакомиться с основными правилами раскроя.
Виды распила древесины
На первом этапе из бревна формируется лафет. Для этого по двум его сторонам делают срезы. В некоторых случаях обработку выполняют с четырех сторон. Предварительно составляется карта ленточного распила заготовки, на которой указывают размеры компонентов.
Определяющим параметром при выборе схемы является направление обработки бревна. В частности — движение режущей кромки относительно годовых колец. Согласно этому формируются пиломатериалы различного качества, обладающие уникальным внешним видом. От этого зависит не только их эстетические качества, но и цена.
Различают следующие типы распилов:
- тангенциальный. Разрез выполняется по касательной относительно годовых колец. В результате этого на поверхности формируются продолговатые узоры в виде арок, колец;
- радиальный. Для его выполнения необходима перпендикулярная обработка по годовым кольцам. Особенностью является равномерный рисунок;
- поперечный. Обработка происходит поперек волокон, рисунок среза представляет собой ровный срез годовых колец;
- рустикальный. Может делаться под любым углом, содержит определенное количество сучков, заболонь или других аналогичных им дефектов.
Нередко в деревообрабатывающей промышленности используются отходы ленточной распиловки бревна — горбыль. С одной стороны ровная плоскость, а другая остается необработанной.
Для составления максимально точного раскроя рекомендуется использовать специальные программы. Они учитывают не только габариты исходного материала, но и породу древесины.
Распиловка на пилораме с вращением бревна на 180°
Для формирования максимального количества досок рекомендуется использовать технологию, при которой некоторые процессы ленточной обработки поворачиваются на 180°. Это позволяет добиться максимального количества пиломатериалов с различными типами распилов.
Принцип обработки заключается в выполнении первоначальных резов по краям бревна, находящиеся под углом 90° относительно друг друга. Они послужат основанием для дальнейшей ленточной резки. Работы осуществляются на оборудовании с вертикальным расположением режущих элементов. Диаметр ствола должен быть не менее 26 сантиметров.
Поэтапный порядок выполнения работ.
- Обработка стороны со срезанной кромлевой частью. В результате этого получаются две доски.
- Разворот заготовки на 90°. Рез выполняется с противоположной части. Количество изделий варьируется от 3 до 4.
- Повторный разворот на 90°. Происходит обработка основной части исходного материала. В зависимости от планируемых может получиться 7-8 заготовок.
Несмотря на все свои положительные качества, этот метод имеет один существенный недостаток — низкая скорость производства. Его рекомендуется применять на оборудовании, в котором предусмотрен блок автоматического изменения положения бревна относительно режущей части станка.
Подробная схема чаще всего применяется для изготовления рустикальных досок, к которым предъявляются пониженные требования качества.
Распиловка на пилораме с вращением бревна на 90°

Для изготовления тангенциальных и радиальных досок рекомендуется применять другую методику. Она заключается в планомерной ленточной обработке бревна с одновременным анализом дефектов. Таким образом можно получить изделия требуемого качества.
После удаления сучьев заготовка помещается на подающую станину распиловочного станка. Затем необходимо выполнить следующие действия.
- Удаление первичного горбыля. Выполняется до тех пор, пока ширина основания не составит 110-115 мм.
- Съем необрезной доски толщиной около 28 мм.
- Если количество дефектов на поверхности превышает требуемый уровень — выполняется разворот материала на 90°. При достаточно высоком качестве доски выполняется отрезание следующей.
- Повторение операции.
Подобная методика применима для обрабатывающих установок, у которых одна режущая поверхность или есть функция временного демонтажа остальных.
При достаточно большом количестве дефектов можно не откладывать заготовку, а выполнить ее обработку методом разворота на 180°.
Вышеописанная методика ленточной обработки может быть применена для создания любых конфигураций деревянных изделий. Зачастую область сердцевины используют для формирования бруса, а остальные части — для изготовления досок. Но могут быть исключения — все зависит от требуемой формы заготовок.
На качество работы влияет текущее состояние пилорамы, уровень заточки пил и скорость обработки. Эти факторы обязательно необходимо учитывать перед началом производственного процесса. В случае необходимости выполняется профилактика или ремонт оборудования.
В видеоматериале показана методика распиловки бревен на самодельной ленточной пилораме:


















