Как правильно производить сварочные работы полипропиленовых труб. Инструкция по выполнению сварки труб из полипропилена
Один из лучших способов заменить старые элементы трубопровода или проложить новый, – заняться монтажом полипропиленовых труб своими руками. Работа не займет много времени, если в доме есть сами трубы, необходимый набор фитингов и сварочный аппарат для полипропиленовых труб. Буквально через полчаса уже можно будет пользоваться новой системой.
Такая технология сварки называется раструбной (муфтовой). Трубы соединяют не стык в стык, как металлические, а через дополнительные переходники – фитинги, с которыми спаиваются края при температуре 260 градусов. Также есть фитинги-переходники со сварного на резьбовое соединение.
Инструменты для сварки
Аппарат для сварки  Разновидности фитингов для полипропилена Для полноценной работы потребуется следующий список инструментов.
Разновидности фитингов для полипропилена Для полноценной работы потребуется следующий список инструментов.
- Сварочное оборудование (аппарат для сварки полипропиленовых труб, специальный утюг, паяльник)
- Набор насадок для паяльника (наиболее популярны модели по 20 мм)
- Специальные ножницы или кольцевой резчик. При маленьких объемах работ можно обойтись и обычной пилой/ножом
- Шейвер для зачистки контура (понадобится при снятии армированного покрытия, если оно имеется)
- Фаскосниматель. Его используют в случае плохого качества контура (лохмотьев), чтобы не задирался пластик. Но при использовании специальных ножниц это не произойдет. При необходимости можно сделать точилку своими руками, впаяв в фитинг под 45° лезвие ножа
Самодельный сварочный аппарат для полипропилена
Цена на паяльники для полипропиленовых труб начинается от 1000 рублей. Если объем работы не такой большой и есть желание сэкономить, то можно сделать паяльник своими руками.
Для этого понадобится:
- старый утюг – 0 руб.;
- двусторонняя насадка под нужный размер – 250 руб.;
- компьютерная термопаста – 140 руб.;
- дрель, сверло по металлу и болт с шайбой соответствующего диаметра.


- Прикрутите насадку к подошве утюга, смазав её торцы термопастой для хорошей теплопередачи.
- Заранее определитесь, как удобнее будет работать, и закрепите насадку большей стороной вверх или наоборот. Важно сделать это вначале, т. к. при нагретом утюге сменить её будет трудно.
- Отпилите острый кончик утюга для удобства работы у стены.
- Перед работой прогрейте утюг в течение нескольких минут и подождите, пока он включит нагрев второй раз.
- Температура насадки должна быть 260°-270°C. Если датчика температуры нет, можно приблизительно измерить её с помощью свинца и олова. Олово (для припоя) должно плавиться хорошо, температура его плавления 231°C, а свинец начнет плавиться только при 327°C.
Видео-урок
Видео-инструкция покажет, как производится сварка полипропиленовых труб.
nn nrn(adsbygoogle = window.adsbygoogle || ).push({});rn
Инструкция по монтажу

- Перед началом работ важно определиться с местом прокладки труб. Желательно сделать план на бумаге, чтобы снизить количество свариваний «на весу». Гораздо удобнее будет собрать основные элементы на столе, и затем в несколько приемов закрепить их в систему.
- Чтобы соединить полипропиленовые трубы, нагревают края элементов. Внутренняя стенка нагревается в муфте, а трубы с внешней стороны. Для этого их практически до конца надевают на насадку паяльника, и держат несколько секунд.
- После этого сразу соединяют элементы в нужном направлении. У вас будет пара секунд, чтобы при необходимости отцентровать их, обычно это делается на глаз. При этом нельзя крутить их внутри по отношению друг к другу. Время сварки зависит от толщины пластика и ширины шва.
- Нагретый полипропилен смешается на месте стыка, и надежно сварится, если его нагрели его до нужной температуры. Слишком долго его держать на паяльнике тоже нельзя, пластик может потечь, уменьшится внутренний диаметр канала, нарушится герметичность соединения.
- При правильном соединении часть пластика должна равномерно выйти, образовав небольшой наплыв на муфту. Если при одевании возникают проблемы и пластик сильно загибается, нужно снять фаску с кромки.
- Сварочный аппарат для пайки должен стоять на подставке (специальной струбцине). Нужно выставить температуру на регуляторе в 260°C, но для скорости работ можно увеличить её до 280°C. Другие температуры приведут к ненадежному соединению, поэтому при покупке аппарата необязательно выбирать модель с терморегулятором.
- На нагревательную насадку элементы будут одеваться с трудом, потому что имеют больший радиус. При одевании можно немного повертеть их по оси, чтобы было проще надеть на насадку. Однако вставлять трубы до упора нельзя, чтобы не оплавились вовнутрь их торцы. Вначале, чтобы избежать этого, стоит делать отметки карандашом, но потом уже несложно будет почувствовать нужную глубину.
- Когда все элементы собраны, можно приступить к сварке «на весу». Обычно это переходы между стен, соединение с батареями, вводы водоснабжения.
- Если трубы подходят к котлу, поблизости не должно быть пластика. Чтобы его «не подпустить», трубы подводят с помощью переходника со сварного соединения на резьбовое, через металлическую трубу длиной более 0,5 м.
- Не забудьте установить запорный вентиль перед новым участком трубопровода, это поможет при ремонте или установке новой точки.
- Запуск нового отрезка покажет, правильно ли прошёл процесс пайки. Открыв запорный вентиль и пустив воду в систему, проверьте все соединения на предмет протечек.

Перед тем как спаять полипропиленовые трубы, обязательно открывают кран на муфте, иначе воздух будет выталкивать его из насадки паяльника.
Согласно немецким нормам DVS-2207-1, зачистка для полипропиленовых труб должна иметь угол 15°, и углубление на 2-3 мм. В России стандартом считается скос фаски на 45° и углубление на 1/3 толщины. Фактически, подойдет любая фаска в этих пределах. Главное, чтобы она была равномерной.
 Ручной труборез
Ручной труборез 
Обычные пластиковые трубы подходят только для холодной воды, они не предназначены для работы под давлением. При монтаже трубопроводов и отопления необходимо использовать только армированные полипропиленовые трубы. Для их сварки понадобится снять часть армирования специальным шейвером.
 Шейвер для зачистки кромок от армирования
Шейвер для зачистки кромок от армирования Соединение металла с полипропиленом

При ремонте часто случаются ситуации, когда к старым металлическим трубам нужно подсоединить новый участок из полипропилена. Данное соединение делается с помощью специальных фитингов. Если к полипропилену фитинг припаивается паяльником, то при соединении к металлической трубе можно пойти двумя путями. Можно приварить трубу к фитинги при помощи сварочного аппарата, а можно нарезать резьбу на трубе и прикрутить фитинг. Приварить проще, но нужен сварочный аппарат, поэтому обычно нарезается резьба на трубе. Перед операцией по соединению железный отрезок зачищается и смазывается солидолом.
Использование полипропиленовых труб позволяет спрятать их внутрь стены, в отличие от винтовых металлических. Предварительно важно убедиться в герметичности соединений.
Теперь вы знаете, как правильно паять полипропиленовые трубы, и без труда сможете сделать это самостоятельно. Вначале потренируйтесь на маленьких обрезках, и у вас быстро получится обновить водопровод для дома.
Статьи по теме:
В процессе ремонта старый трубопровод все чаще заменяют полипропиленовыми трубами. Это обусловлено их износоустойчивостью, долгим сроком службы и несклонностью к коррозии. Простота и легкость монтажа дает возможность заменить водопровод, отопление или канализацию своими руками. Достаточно иметь специальный сварочный аппарат, комплект фитингов и сами трубы.
Как сваривать полипропиленовые трубы своими руками
Технология сварки полипропиленовых труб называется муфтовой, или раструбной. Соединение труб происходит не стык в стык, а с помощью фитингов – дополнительных проводников, которыми при температуре 260 градусов спаивают края труб.
Нарезка и обработка пластиковой трубы
При монтаже пластикового трубопровода возникает необходимость обрезать полипропиленовые трубы посередине или с концов, чтоб подогнать их по размеру и состыковать друг с другом. Существует несколько способов нарезки - для каждого требуется отдельный инструмент:
- Труборез аккумуляторного типа – представляет собой ножницы, снабженные электрическим приводом. Высокая скорость обрезки - их главное преимущество. На каждую трубу вы потратите около 5 секунд. Минус – ограничения в диаметре нарезаемой заготовки.
- Труборез роликового типа – принцип действия инструмента напоминает работу закаточного ключа для консервации. Срез инструментом получается ровным, без рваных краев. Им делают несколько оборотов вокруг трубы, потом подкручивают ролик из твердых сплавов и проворачивают еще несколько раз. Минус – невозможность применения, если труба прилегает вплотную к стене и ее нельзя снять.
- Профессиональные ножницы для разрезания труб из пластика – состоят из верхнего острого ножа и нижнего держателя. Пользоваться приспособлением легко – отметив нужную длину на трубе, кладете ее между лезвиями и обрезаете. Край будет ровный, без крошки и обрывков.
- Электрический лобзик – способ удобный, но может дать небольшой скос, поэтому трубку режут, несколько раз проворачивая.
- Болгарка любой мощности – обрезают пластик, не оказывая сильного давления, используют диск по металлу.
После обрезки торец полипропиленовой трубы обрабатывают шлифовальной шкуркой, чтобы удалить все возможные заусенцы и зацепки.
Как подготовить сварочный аппарат
- Сварочный аппарат должен быть установлен на специальной подставке – струбцине.
- Убедитесь, что контактные поверхности аппарата не имеют загрязнений. Если на них прилипли лишние частицы или пыль – тефлоновый слой очистите грубой тканью, смоченной в спирте.
- На датчике температуры выставьте 260 градусов.
- Подсоедините аппарат для сварки к электросети и нажмите кнопку включения.
- Нагревание происходит не более чем за 15 минут, в зависимости от окружающей температуры воздуха.

Температура пайки и время нагрева деталей. Таблица
После нарезки и разметки трубы готовы к сварке. Можно приступать к следующему этапу – нагреву деталей.
| Диаметр трубы, мм | Время нагрева, с | Время сварки, с | Время ожидания, мин. |
| 16 | 5 | 4 | 3 |
| 20 | 5 | 4 | 3 |
| 25 | 7 | 4 | 3 |
| 32 | 8 | 4 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 5 |
| 63 | 24 | 6 | 6 |
| 75 | 30 | 8 | 8 |
| 90 | 40 | 8 | 8 |
| 110 | 50 | 10 | 10 |
| 160 | 80 | 15 | 15 |
Инструкция «Как правильно варить пластиковые трубы»
В начале работы определитесь, в каком месте будет смонтирован трубопровод. Предварительно составьте план, чтобы избежать сваривания узлов на весу или в труднодоступных местах. Гораздо легче собрать конструкцию из полипропиленовых труб на столе, чтобы потом, не прилагая особых усилий, закрепить ее в отведенном месте.
- Включить аппарат и разогреть его до рекомендованной температуры. Если его используете в первый раз - после нагревания подождите еще 5 минут перед началом рабочего процесса.
- В сварочную насадку одновременно вставьте фитинг и конец пластиковой трубы. Они должны быть размещены в одной плоскости. Учитывая диаметр трубы, добавляем температуру и держим указанное в таблице время.
- Когда элементы нагрелись, их вынимают из сварочного аппарата и моментально соединяют. Затем неподвижно удерживают в течение рекомендованного времени.
- Сразу после остывания трубопровод можно использовать по назначению.
После спайки узел проверяют на проходимость, продув его воздухом или пустив через него воду.
Видео урок «Пайка полипропиленовых труб»
Технология сварки труб из ПВХ полипропилена
Работа с полипропиленовыми трубами требует соблюдения некоторых рекомендаций. Правильно установленное соединение герметичное и выдерживает высокое давление.
Сварка при отрицательных температурах
Сложно получить хорошее качество сварки при низких температурах. Производители труб из полипропилена не рекомендуют проводить сварочные работы при температуре воздуха ниже +5 градусов. При температуре ниже 0 пластик становится хрупким, спайка может быть негерметичной. Это приведет к протечкам или разрыву трубопровода. В холодное время года место, где проводится сварка, прогревают – устанавливают палатку с тепловой пушкой.
Можно ли варить изделия разных производителей?
Изготовители пластиковых труб делают акцент на то, что полипропиленовые изделия разных торговых марок спаивать нельзя. Трубы и фитинги разного производства могут отличаться по нескольким параметрам:
- допуском на диаметры;
- скоростью размягчения;
- цветовыми оттенками.
Попытка совместить разные по техническим характеристикам материалы приводит к трудностям при монтаже и становится причиной брака всей конструкции.
Стыковая сварка изделий большого диаметра
При прокладке магистралей сварка пластиковых труб большого диаметра (от 63 мм) производится стык в стык. Данный способ базируется на нагревании и расплавлении торцов труб, и их последующем соединении с достаточным усилием.
Важно, чтобы концы заготовок были идеально ровными. Это дает возможность получить спайку максимальной прочности, неразъемную и способную работать под высоким давлением.

Раструбная пайка соединений фитинг-трубопровод
Полипропиленовые трубы диаметром до 40 см варят специальным прибором ручного типа. Состоит из центрирующего устройства и насадок для фиксации заготовок. Концы отрезанного участка трубы зачищают напильником или шлифовальной бумагой. Аппарат разогревают, в него загоняют детали будущего трубопровода и спаивают. Все движения делают быстро и четко, пока материал разогрет до нужного состояния.
Обратите внимание, что при раструбной, или муфтовой спайке наружный диаметр трубы должен быть больше внутреннего диаметра не разогретого фитинга.
После сваривания выдерживают время, отведенное на охлаждение, не двигают и не переворачивают элементы во избежание деформации.
Как варить армированные трубы (плюс видео инструкция)
Армированные трубы применяют в системах отопления, прокладке «теплого пола» и горячего водоснабжения. Перед тем, как приступить к работе с участием армированных полипропиленовых труб, его подготавливают – зачищают алюминиевый слой шейвером. Это необходимо для того, чтобы в процессе эксплуатации при соприкосновении с водой алюминиевая фольга не разрушалась и конструкция не давала протечек.
Фитинг имеет такой размер, в который может войти труба без верхних слоев.
Сварка пластиковых труб промышленным феном
Промышленный фен для сварки полипропиленовых труб используют в нескольких случаях:
- для соединения двух отрезков трубы;
- для изготовления фасонной детали;
- для монтажа колена из отдельных элементов.
При пайке пластика строительный фен снабжают отражателем – насадкой со специальным покрытием, к которому не будет прилипать расплавленный материал.
Установив фен на поверхности стола, настраивают его на минимальный поток воздуха. Насадку нагревают до определенной температуры и прижимают к ней торцы обеих пластиковых заготовок. Сразу после размягчения полипропилена трубы соединяют друг с другом.
В таком положении совмещенные детали держат до 30 секунд. Этого времени хватает, чтобы они слиплись и затвердели.
В результате сварки строительным феном соединение получается прочное и надежное.
Сварка труб в неудобном месте
На прямых трубных прогонах паять трубы значительно легче, чем в труднодоступных местах. Во избежание неприятных моментов в процессе монтажа системы трубопровода лучше всего собирать его на поверхности стола. Бывают случаи, когда спаять трубы нужно в неудобном месте – возле батареи, под потолком, у стены или на углах. При самостоятельном монтаже без еще одной пары рук не обойтись.
Приступать к сварке узла на весу можно, когда все элементы трубопровода собраны. Обычно она требуется при присоединении элементов конструкции к батареям, вводов водоснабжения. Тут обязательно нужен помощник, который будет удерживать сварочный аппарат, пока вы соединяете детали. Если напарник обладает определенными навыками, выполнять манипуляции можно по очереди.
Юлия Петриченко, эксперт
Все движения должны быть точными и быстрыми, а если появилось малейшее искривление – замените элемент. Важно соблюдать постоянную температуру, перегревание труб из пластика при соединении в местах с ограниченным доступом приводит к потере ими формы и проблемам с дальнейшим монтажом.
Видео «Как варить трубы полипропиленовые в труднодоступных местах»
Нюансы пайки полимерных труб своими руками
Существует масса моментов, которые следует учитывать при работе с полипропиленовыми трубами. Их несоблюдение приводит к снижению качества соединения фитингов и трубок, протеканию и закупорке системы.

8 ошибок при сварке пластиковых труб
- Отклонение от правил монтажа пп изделий. Если труба введена в фитинг не до упора и между их стенками образуется зазор, то обычные нагрузки для такого соединения могут оказаться слишком высокими, что неизбежно приведет к протечкам.
- Сильный нажим при соединении элементов. При введении расплавленного края трубы в фитинг давление должно быть минимальным. Прилагаемое чрезмерное усилие приводит к образованию оплыва пластика внутри трубы, ее закупорке или снижению проходимости.
- Неправильно подобранный материал. Конструкция из пластиковых труб низкого качества даже при умелом монтаже будет недолговечна. Приобретайте полипропиленовые изделия только у проверенных поставщиков и хорошей торговой марки.
- Соединение труб разных производителей. Независимо от качества пластиковых труб, соединять элементы, изготовленные разными производителями, нельзя.
- Удаление оплывов в процессе сварки. Делать это не рекомендуют – любое движение до застывания пластика приведет к еще большей его деформации.
- Медленный темп работы. Полипропилен после разогрева остывает за считанные секунды, поэтому очень важно не отвлекаться и точными движениями за положенное время сцепить детали.
- Загрязненный сварочный аппарат. Перед началом работы тефлоновая поверхность прибора должна быть проверена и по необходимости очищена от прилипших остатков пластика или грязи.
- Остаток жидкости в трубе. Нельзя допустить попадания в трубу воды, при нагревании капли превратятся в пар, и соединение потеряет прочность.
При работе с полипропиленовыми трубами помните, что разогретый материал имеет очень высокую температуру. Примите меры предосторожности: наденьте робу и толстые перчатки, чтобы уберечь кожные покровы в случае попадания горячего пластика.
Ни один ремонт и строительство не обходятся без монтажа пластиковых трубопроводов. Выполняйте все работы согласно инструкциям и полипропиленовые трубы будут служить долго и надежно.
А как вы устанавливаете ППР трубы? Ждем ваших советов в комментариях.
Для того, чтобы описать все преимущества пластиковых труб, понадобится отдельная статья. Если постараться обойтись краткой характеристикой, то в числе основных преимуществ можно выделить высокую прочность, отсутствие коррозийных процессов, неподверженность любым патогенным организмам и длительный срок эксплуатации. При этом пластиковые трубы в несколько раз легче металлических и для их соединения не требуется горячая сварка. На сегодняшний день это лучший продукт из того, что могут предложить производители.
Эта статья будет полезна тем, перед кем стоял вопрос - как сварить полипропиленовые трубы? Описание процесса и какие инструменты необходимо использовать - вы узнаете в нашей статье.
Несмотря на кажущуюся простоту соединения пластиковых труб, есть некоторые нюансы, которые стоит учитывать. Во-первых, это обеспечит необходимую герметизацию стыков и швов. Во-вторых, сделает возможной эксплуатацию на протяжении нескольких десятилетий.

Фото 1 Сварочный аппарат для сварки полипропиленовых труб
Процесс
Да, вы не ослышались, полипропиленовые трубы также свариваются друг с другом, но это не стандартная горячая сварка, но припой посредством специального инструмента.
Для начала понадобятся специальные фитинги, о разновидностях которых вы узнаете в нашей отдельной статье « ».
Имейте в виду, что фитинги нагреваются изнутри, тогда как трубы только снаружи. Только в этом случае можно добиться оптимального размягчения структуры и надеть один элемент на другой. И только так будет обеспечена максимально высокая герметичность стыка.
Существует практика спаивания труб друг с другом без использования соединительных элементов. Это временная мера, которая применяется на короткий период времени. Прочность такого соединения минимальная, в связи с чем даже при малейшей механической нагрузке стык просто лопнет.
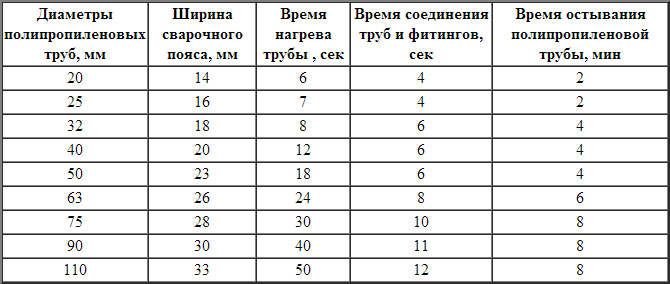
Таблица 1 Определение времени нагрева деталей
|
Глубина сварки |
Диаметр трубы, |
Время нагревания, |
Время соединения, |
Время остывания, |
Основные этапы
Для того, чтобы провести сварку (читай - спайку) полипропиленовых труб и элементов понадобится специальный сварочный аппарат с нагревательной насадкой муфта/дорн. В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
.jpg)
Фото 2 Трубу нужно отрезать под углом 90 градусов к оси
.jpg)
Фото 3 Край ПП трубы нужно обязательно зачистить (снять фаску)

Обязательно аппарат надежно закрепите на станке или станине. Любое отклонение затруднит припой труб, а сам аппарат может упасть от давления.
Работает агрегат от обычной розетки 220 В, при однократном применении использование отдельной линии не требуется. Далее выставляете необходимую температуру. При работе с пластиковыми трубами она должна составлять не менее 260 0 С.
После того, как аппарат нагрелся до заданной температуры, можно начинать пайку. Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
.jpg)
Категорически запрещено при соединении трубы и фитинга прокручивать их относительно друг друга. Просто вставляете ровно и до упора. Только в этом случае герметичность будет 100-процентной.
Особенности
Ремонтируя уже существующую систему отопления с полипропиленовыми трубами, основная сложность возникает с водой, которая скапливается на стыке. Варить (паять) такие трубы категорически запрещено. При температуре пайки вода попросту превращается в пар и выступает конденсатом на самой трубе, а также образует воздушные поры. Буквально через несколько часов место стыка начнет протекать.
Специалисты рекомендуют использовать обычный хлебный мякиш, который используется как пробка в трубе. Уже после монтажа хлеб растворяется в воде и не создает никаких препятствий движению теплоносителя. Одна проблема - мякиш размокает практически моментально, но у вас будет около 10 секунд, так что при определенной сноровке можно справиться. О том, какой должна быть , вы узнаете в нашей статье.
Время
И хотя речь идет всего о нескольких секундах, очень важно соблюсти точное время. Если не додержать или, что еще хуже, передержать, то серьезный урон будет нанесен герметичности стыка. Если в работе вы используете трубы диаметром до 20 миллиметров, время на нагрев не превышает 3 секунд, диаметр трубы от 32 мм потребует чуть больше - уже 7 секунд. Точное время нагрева выбирают по .
При выборе трубы учитывайте также такой фактор, как линейное расширение. Обычные пластиковые трубы без армирующего элемента удлиняются обычно на 305 мм в одной стыке. Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если свариваются стабильные трубы, обязательно снимаются на конце трубы и металлический и пропиленовый слой. Если в качестве армирования используется стекловолокно, ничего снимать или срезать не следует.
.jpg)
Фото 5 В процессе сварки труб запрещается поворот деталей по оси относительно друг друга
- При монтаже системы отопления и весь контур представлен полипропиленовыми трубами, тогда как с самим котлом соединение осуществляется посредством металлического патрубка. Длина этого элемента может быть разной, но не должна быть менее 1500 см.
- Если вы новичок и решили сделать трубопровод самостоятельно, обязательно перед тем как приступить к пайке потренируйтесь. Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
- Заранее разрежьте по схеме всю трубу и разложите все соединительные элементы - муфты, фитинги, тройники и т.д. Так работа будет идти гораздо быстрее и не придется уже в процессе разбираться, что зачем и куда это приложить.
- Все трубы должны быть чистыми и без жирных (масляных) пятен. Если такие вкрапления присутствуют, обязательно обезжирьте их, чтобы в дальнейшем стыки были герметичными.
- Уже после того, как сварены трубы и фитинги, остывание происходит в естественном режиме. Не стоит окунать трубу в воду или иным способом пытаться ее искусственно охладить. Все это приведет к искривлению материала а, как следствие, к нарушению прочности.
- Обязательно обращайте внимание на то, насколько прямым является сваренный отрезок. Соблюдение соосности гарантирует точность соединение и отсутствие складок и прочих дефектов, которые могут снизить качество соединения.
Видео 1 Руководство как сварить трубы из полипропилена, работа паяльником
Видео 2 Особенности работы с пластиковыми трубами
В современных системах водоснабжения и отопления чугун давно уже не используется. Ему на смену пришел легкий, удобный в монтаже и не подверженный коррозии пластик. Сегодня мы расскажем о сварке полипропиленовых труб своими руками для начинающих – основных этапах этого процесса и его тонкостях.
Требуемые инструменты
Для работы нам понадобятся:Фитинги;
Сами полипропиленовые трубы;
Специальный аппарат для сварки таких труб;
Сварочный аппарат
Ножовка для их резки, специальный резак часто продается в комплекте со сварочным аппаратом, при больших объемах работ можно использовать кольцевой резчик или специальные ножницы;
Обезжириватель (этиловый или изобутиловый спирт); ацетон в данном случае применять запрещено, так как он способен размягчать пластик;
Фаскосниматель: его внутренняя часть напоминает точилку для карандашей, однако, так как фаска должна сниматься ровно, ножи расположены под другим углом; заменить фаскосниматель можно обычным напильником и ножом;

Фаскосниматель для пластиковых труб
Шейвер: инструмент для снятия армированного слоя (если наши трубы имеют слой армирования).

Шейвер
Совет. Трубы, подходящие близко к котлу отопления (на расстояние ближе полуметра), должны быть изготовлены только из металла. С полипропиленом их соединяют с помощью переходников со сварного соединения на резьбовое.
Основные этапы работы
Чтобы набить руку, для начала можно попробовать потренироваться и соединить пару труб. Для этого:1. Берем трубу нужного размера.
2. Очищаем ее края от заусенец, образованных при резке, напильником или фаскоснимателем.
3. Карандашом отмечаем на конце трубы (см. фото), какой участок нам необходимо расплавить, то есть намечаем то место, куда будет надеваться фитинг.

Намечаем карандашом место спайки
4. Обрабатываем трубу и фитинг обезжиривающим составом.
5. Прочно фиксируем к столу сварочный аппарат.
6. В его комплект входят насадки разного диаметра. Берем требуемые насадки (одну для фитинга и одну для трубы) и крепим их с двух сторон аппарата.
7. Выставляем температуру 260°.
8. Как только лампочки погасли (это означает, что аппарат достаточно нагрелся), можно приступать к работе. Среднее время его нагревания 2-3 минуты.
9. Надеваем на горячие насадки (их две) фитинг и трубу до карандашной отметки. Слишком давить на свариваемые части или вращать их не следует.

Стыковой сварочный аппарат. Фитинг и труба надеваются на горячие насадки
10. Отсчитываем положенное количество времени. Время нагрева всегда указывается в инструкции. К примеру, для 25-миллиметровой трубы оно ровно 7 секундам).

Время нагревания аппарата зависит от диаметра трубы
11. Быстро и аккуратно снимаем нагретые детали, чуть придерживая сварочный аппарат.
12. Соединяем их друг с другом. Излишнее давление на них или вращение также недопустимы.
13. Ждем несколько секунд.
14. Если мы сделали все правильно, получаем идеально ровное однородное соединение.
Новичкам, впервые ознакомившись со сварочным аппаратом, стоит прислушиваться к следующим рекомендациям:Армированный слой на отрезке соединения следует удалять обязательно, в противном случае соединение будет неоднородным и непрочным;

При покупке аппарата не обязательно тратить лишние деньги и приобретать модель с терморегулятором, ведь нам потребуется один-единственный температурный режим в 260°С; использование других режимов может привести к некачественному соединению;
Вода по трубам должна проходить свободно; чтобы в месте спайки не образовалось препятствие в виде застывшего пластика, не следует при соединении слишком давить на расплавленные детали; однако слабое давление тоже недопустимо – длины соединения для надежного крепления будет недостаточно; это может привести к образованию завихрения и падения давления в системе;
Основное правило такой пайки: первым на насадку надевается фитинг, а лишь затем труба; отсчет времени начинается тогда, когда обе детали окажутся на аппарате;
Полипропилен схватывается за 4-8 секунд, но сразу отпускать его не стоит – чтобы он окончательно застыл, выждать необходимо 20-30 секунд;
Детали при остывании должны быть неподвижными, малейший сдвиг может нарушить герметичность соединения; поэтому до начала пайки лучше подготовить специальные струбцины для их фиксации; сделать их можно из любого бруска дерева или прочной проволоки;
Охлаждение полученного узла водой или струей холодного воздуха запрещено – соединение будет непрочным;
Не стоит разогревать трубу и фитинг больше положенного времени – полипропилен будет деформироваться; при меньшем количество времени для нагрева соединение деталей будет затруднено;
При правильной сварке часть пластика должна образовать небольшой наплыв на муфту;
Проверить качество своей работы можно, разрезав пополам соединенный участок; вы должны увидеть в месте стыка ровное монолитное соединение без деформаций и пустот.
Какие трубы выбрать?
Трубы из полипропилена подразделяются на три основных вида:Армированные стекловолокном: так как полипропилен способен расширяется при нагревании, для нейтрализации температурного расширения (изменения размеров трубы при нагревании) используют армирование; такие изделия применяются для прокладки труб отопительной системы при ее нагреве до 90°С: при стандартной толщине стенки 3,5 мм внутренний их диаметр 25 мм;
Армированные фольгой: принцип действия схож с предыдущим; выдерживают больший нагрев до 95°С;
Без армирования: имеют тот же диаметр, однако стенки чуть тоньше – 2,8 мм.
Для холодного водоснабжения можно использовать любые типы труб, однако наиболее рационально монтировать в системе обычные однослойные без армирования. Ведь их стоимость ниже. В системах отопления, нагреваемых свыше 70°С, лучше использовать изделия, армированные фольгой. Стекловолокно лучше брать лишь в тех случаях, когда отопительная система не нагревается выше указанного предела.
Важно! Трубы без армирования плохо переносят воздействие повышенного давления и повышенных температур, поэтому для устройства систем отопления не предназначены.
Видео: Сварка полипропиленовых труб своими руками
Часть 1
Часть 2
Часть 3
Со стороны кажется, что в сварке полипропиленовых труб ничего особо сложного нет: нагреть, соединить, остудить - готово. Однако на практике выясняется, что в этом деле существует масса важных моментов, которые влияют на качество соединения труб и фитингов. Пренебрежение этими нюансами приводит к различным огрехам, вызывающим закупорку, протекание труб и другие проблемы. Часть ошибок обнаруживается только через несколько месяцев после начала эксплуатации трубопровода, когда горе-мастеров уже и след простыл.
Немного о процессе пайки
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра. Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.
В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью. Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева. Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей.
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Вам также может быть полезен материал о выборе паяльника для полипропиленовых труб: .
Ошибка #1 - грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения. Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения.
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа.
Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Ошибка #2 - неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается.
Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.
Ошибка #3 - неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды.
Еще одна проблема такого рода - попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.
Наглядный результат неправильной пайки полипропиленовых труб в разрезе. Использование некачественного материала и несоблюдение времени фазы «фиксации» привело к деформации соединения
Ошибка #4 - пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор. В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано. Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки.
Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода.


















