Как варить инверторной сваркой: основы технологии и советы для новичков. Как научиться варить электродной сваркой: технология процесса и подробная инструкция
Современные сварочные работы предполагают использование различных методов, это не только традиционная сварка газовой горелкой, но и ультразвуком и электронными лучами. Но для бытовых условий и несложных работ предпочтительнее является метод электродуговой сварки при помощи инвертора. Способ этот несложный, хотя и требует соблюдения определенных правил и технологии формирования шва. Чтобы научиться этому методу самостоятельно, можно воспользоваться основами сварки инвертором для начинающих.
Электросварка является наиболее часто используемым методом, обеспечивающим прочное, долговечное соединение деталей. Метод работает по принципу пластической деформации, при которой элементарные частицы электрода проникают в строение базовых материалов соединяемых деталей. В итоге происходит возникновение новых молекулярных связей с высочайшей прочностью.
Для сварочного дела при помощи инвертора применяются такие методы:
- Газопрессовая с участием ацетиленокислородной смеси. Метод отличается высокими показателями производительности, он может применяться не только в быту, но и газовой, нефтяной промышленности, при строительстве магистральных дорог, в машиностроении, гражданском строительстве.
- Контактная сварка осуществляется при помощи электрического тока низкого напряжения, но с высокой силой. Способ включает в себя точечную сварку, встык или с образованием швов.
- В отдельных случаях применяются следующие виды: термитная, трением, электрошлаковая или роликовая.
Как правильно выбрать оборудование
Сварка инвертором для начинающих начинается с правильного выбора оборудования. В настоящее время на рынке предлагается большой выбор сварочного оборудования для бытовых работ или профессиональных. При покупке не рекомендуются слишком дешевые устройства, так как они смогут обеспечить стабильность дуги, что приводит к плохой проварке шва и его низкому качеству. Кроме того, для таких аппаратов наблюдается частое «просаживание» напряжения, вес их излишне большой.
Для электросварки можно использовать оборудование двух типов: выпрямители и инвертора. Выпрямители преобразуют переменный ток в постоянный, обеспечивая стабильность дуги и хорошее качество шва. Инверторы не только преобразуют переменный ток в постоянный, но и обеспечивают именно то напряжение, которое максимально подходит для сварки. Кроме того, подобные устройства отличаются небольшим весом и компактностью, их производительность довольно высокая.
Инверторы являются наиболее эффективными для электросварочных работ из-за высокой производительности, экономичности и компактности.
Внешне инвертор похож на ящик весом 3-7 кг с ручкой для переноски и охлаждающими решетками на корпусе. На передней панели имеются индикаторы срабатывания защиты, сети, регулировка тока, разъемы для кабеля, тумблеры включения/выключения. Стандартный комплект включает в себя 2 кабеля с держателем для электродов и зажимом для подключения устройства.
Электроды для сварочных работ
Азы работы для начинающих сварщиков включают в себя обучение выбору электродов, подводящих ток к точке соединения деталей. Для новичков рекомендуются стержни с плавящимся составом, твердые и удобные в работе, позволяющие даже неопытному мастеру выполнить ровный шов. Для более опытных сварщиков лучше использовать проволочные электроды, изготавливаемые на основе плавящегося порошка.
При выборе большое внимание надо уделять диаметру электрода. Оптимальным размером считается 3 мм, для тонких листов можно взять более тонкие стрежни, для массивных и сложных конструкций – с большим диаметром.
Также при выборе надо руководствоваться техническими характеристиками инвертора, типом соединяемых поверхностей и свойствами металла. Например, обычно используются стержни на 3 мм, ток сварки при этом будет равен 110-120 А. При большой толщине металла уже требуются стержни с диаметром 4-5 мм, ток при этом будет равен 140-160 А.

Экипировка для обеспечения безопасности работ
Перед тем как начинать сварочные работы, надо позаботиться о защите. Экипировка сварщика включает в себя:
- краги (специальные холщовые рукавицы);
- роба для защиты тела от брызг металла и искр;
- маска (светофильтры для маски подбираются в зависимости от условий работы);
- респиратор (необходим для работы в замкнутом пространстве);
- ботинки с резиновой подошвой.
Краги обычно применяются при сварке на высоте, для потолочных работ, в остальных случаях можно брать рукавицы из очень плотной ткани. В целях безопасности около места работы должны находиться емкость с песком или водой.
Инструкция для новичка
Электро- и газосварка для начинающих – это азы работ и использования оборудования. Опытные мастера рекомендуют кабель с электродом приложить к телу, затем прижать локтем и аккуратно (кабель должен сохранять некоторую свободу) обернуть вдоль предплечья до кисти. Это обеспечит наиболее удобные условия для сварки, при которых кисть руки будет свободной.
Внимание: Нельзя выполнять работы с голыми руками, обязательным является использование робы с длинными руками!
После подготовки на инверторе устанавливается ток, согласно материалам сваривания и электроду, затем надо принять устойчивую позу, локоть слегка отвести от тела, опустить маску и начать работу. Для новичков рекомендуется начинать сварку с деталями, размер которых более 20 см, это позволяет натренироваться работать с длинными заготовками и правильно дышать. Одной из самых распространенных ошибок для новичков является сварка коротких деталей на одном дыхании. В итоге на больших площадях работать становится сложно, а это отрицательно сказывается на качестве шва.
Заготовки необходимо закрепить на рабочем столе, затем поставить электрод под прямым углом, отвести его в сторону шва примерно на 30-45 градусов. Расстояние между стержнем и поверхность должно составлять 2-3 мм, при сварке углом назад уклон выполняется в сторону шва, при методе углом вперед – электрод наклоняется от шва.
Внимание: При сварке электрод плавится и уменьшается в размере, поэтому надо постоянно следить за расстоянием и удерживать угол!
Зажигать электрод можно при помощи двух методов:
- чирканьем (стержнем надо провести по поверхности);
- постукиванием (электродом следует легко ударить по поверхности в перпендикулярном положении).
Если стержень новый, то он зажигается сразу, для уже бывших в использовании надо стучать дольше, так как на рабочем конце остается шлаковая пленка. Современные инверторы облегчают старт, для этого можно воспользоваться функцией Hot Start. Для новичков отлично подходит функция антизалипания, то есть форсажа, включающаяся при слишком быстром приближении стержня к поверхности. Против залипания можно использовать еще одну удобную возможность – функция Anti Stick быстро отключает ток при залипании, что предотвращает перегрев аппарата.
Сразу после появления дуги следует создать зазор в 3-5 мм и удерживать его в одном положении. Это обеспечит отличный провар и ровность шва на всем его протяжении. Начинаться варить лучше на ниточном шве, постепенно переходя к более сложным вариантам с колебательными движениями. Это такие способы, как елочка, спираль, зигзаг и многие другие. В конце шва надо делать легкие колебательные движения в стороны, электрод убирается только в сторону наплавленного металла, что избавит от кратера.
Проверка качества шва
Проверить качество шва после окончания работ очень просто, надо ударить молотком рядом с рабочей поверхностью. Если все сделано правильно, шлак полностью отлетит, не оставив следов – останется только гладкий, ровный шов с оптимальной шириной.
Если шлак за что-то зацепился, это говорит о непроваре, то есть слишком малой температуре сварки. Перегретый шов при ударе просто сломается.
Порядок сварки в защищенной газовой среде отличается от электросварки тем, что повышенная температура в рабочей зоне достигается подачей газа. Такой метод является оптимальным для соединения деталей из меди, латуни, свинца, чугуна, после окончания работ металл можно закалять или резать. Но подобный способ имеет большой минус – нагрев осуществляется для большой зоны, то есть для точных работ или небольших заготовок он не подходит.
Заключение
Сварка требует предельного внимания и четкого соблюдения норм работы. Освоить азы сварочного дела не очень сложно, но необходимо грамотно подойти к выбору оборудования и электродов, рабочего режима, соблюдать правила безопасности. После осваивания первичных навыков можно переходить к более сложным работам, но не раньше, чем рука приобретет уверенность и четкость движений.
Видео уроки по сварке инвертором для начинающих.
Проведение ручной сварки с помощью инвертора набирает всё большую популярность среди домашних мастеров, что обусловлено широким предложением различных моделей с разным ценовым диапазоном. Для соединения изделий из железа при помощи сварки инвертором требуется минимум оборудования, характеризующегося своей многофункциональностью наравне с низким энергопотреблением и компактными габаритами, что ещё больше привлекает внимание неопытных мастеров. Изучение технологии сварки инвертором для начинающих не составит ни малейшей трудности.
Принцип работы сварочного инвертора
Сварочный инвертор – мощнейший блок питания, который по способу преобразования энергии аналогичен импульсному блоку питания.
Основные стадии преобразования энергии в инверторе:
- Приём и выпрямление тока сети с напряжением 220 В и частотой 50 Гц.
- Преобразование полученного выпрямленного тока в переменный с высокой частотой от 20 до 50 кГц.
- Понижение и выпрямление высокочастотного переменного тока в ток, сила которого находится в пределах 100…200 А, и напряжение от 70 до 90 В.
Преобразование высокочастотного электротока до тока нужной величины позволяет уйти от неудобных габаритов и большого веса инвертора, которые имеют обычные трансформаторные аппараты, в которых значение тока достигается путём преобразования ЭДС в индукционной катушке. Также при включении сварочного инвертора в сеть не будет наблюдаться резких скачков электрической энергии, и более того, устройство содержит в своей схеме специальные аккумуляционные конденсаторы, которые защищают аппарат при сварке в период неожиданного отключения электричества и позволяют произвести розжиг дуги инвертора более мягко.

Получение качественного шва при сварке зависит от многих факторов, поэтому, до начала работ, мастеру в обязательном порядке необходимо ознакомиться с тем, как правильно пользоваться инвертором согласно прилагаемой инструкции, а также основными правилами и нюансами выполнения сварочных работ, которые будут подробно описаны ниже.
Особое внимание следует обратить на диаметр электродов для сварки. Важно знать, что количество потребляемой энергии напрямую зависит от толщины сварочных стержней, и, соответственно, чем больше их диаметр, тем выше и энергопотребление. Эта информация поможет правильно рассчитать максимальное потребление электрической энергии инвертором, что предупредит неблагоприятные последствия от его работы в отражении на бытовой технике. Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня.
Конструкция инвертора для сварки
С целью понимания, как правильно пользоваться сварочным аппаратом, начинающему мастеру следует ознакомиться с конструкцией инвертора.
Сварочный инвертор – это металлическая коробка с внутренним составляющим, общим весом около 7 кг, которая для удобства переноски снабжена ручкой и наплечным ремнём. Корпус сварочного инвертора может содержать в себе вентиляционные отверстия, которые способствуют лучшему оттоку воздуха при охлаждении агрегата. Передняя панель имеет кнопки переключения рабочего состояния, ручки-регуляторы для выбора необходимого напряжения и тока, выходы для подключения рабочих кабелей, а также индикаторы, сигнализирующие о наличии питания и перегреве инвертора при сварке. Кабель для подключения аппарата к электросети обычно подсоединяется в разъём, расположенный с задней стороны инвертора.

При контакте электрода во время сварки со свариваемыми металлическими пластинами образуется высокотемпературная дуга, вследствие чего происходит расплавление и элементов сварного стержня, и металла сварного соединения. Ванна, образованная в области дуги расплавленными металлами пластин и электрода, защищается от окисления разжиженной обмазкой электрода. После полного охлаждения металла, верхняя поверхность шва, защищаемая электродной обмазкой в течении проведения сварки, превратится в затвердевший шлак, который достаточно легко устранится легким механическим воздействием (например, постукиванием). Важно соблюдать одинаковое расстояние-зазор между металлом сварного соединения и электродом (длину дуги), что предупредит её угасание. Для этого, подача электрода в область сплавления должна осуществляться с постоянной скоростью, а ведение сварного стержня по стыку сварного шва должно быть ровным.

Техника безопасности
Перед тем, как приступить к домашней сварке, электросварщику необходимо позаботиться о технике безопасности:
- надеть защитный костюм из прочной натуральной ткани высокой плотности, которая не подвержена возгоранию и оплавлению при попадании на неё искр. Костюм должен скрыть область шеи, и иметь рукава, которые плотно застёгиваются на запястье.
- защитить руки рукавицами из грубого полотна;
- обуть удобную кожаную обувь с толстой подошвой;
- защитить глаза маской сварщика со светофильтром, который зависит от силы тока при сварке.
Место, где будет проводиться сварка, также должно быть тщательно подготовлено:
- уложен деревянный настил, выполняющий защитную функцию от возможного поражения током;
- место проведения сварки освобождено от всего лишнего (для предупреждения попадания сварочных брызг);
- освещение должно быть качественным;
- движения сварщика не должны быть стеснены.
Азы сварки инвертором
Научиться варить сварочным инвертором несложно. Самым первым этапом овладения техникой сварки будет подготовка свариваемых металлических пластин:
- очищение кромки пластин от следов коррозии металлической щёткой;
- обезжиривание кромки растворителем.
Полагаясь на диаметр электродов, выбор которых основывается на марке свариваемого металла, необходимо выбрать величину тока для сварки. Значение сварочного тока также будет обусловлено и сечением свариваемых элементов. Чтобы качество шва при сварке инвертором не пострадало, предварительно сварные стержни следует просушить в духовом шкафу с температурой нагрева 200 º в течении 2-3 ч.

Для того, чтобы сварить металл, клемму массы нужно подключить к плоскости свариваемого элемента. Далее нужно разжечь дугу. Сделать это можно двумя способами:
- чиркая по металлической поверхности пластины, по аналогии с розжигом спичечной головки;
- постукивая электродом по свариваемой поверхности.
Работа сварочным инвертором будет более удобной, если при сварке кабель держака прижать к телу, предварительно обмотав его вокруг предплечья рабочей руки. В таком положении кабель не будет тянуть в сторону держак и регулировка его положения будет более сподручной. Поэтому, при выборе инвертора особое внимание необходимо уделить длине и гибкости кабелей, ведь именно от этих показателей будет зависеть удобство работы сварщика.

После розжига дуги, электрод нужно отвести от плоскости металлической пластины на расстояние, равное длине дуги (примерно 2-3 мм) и можно приступать к сварке. Чтобы сделать качественную сварку, необходимо постоянно следить за длиной электродуги. Короткая дуга (около 1 мм) способна вызвать сварочный дефект, носящий название «подрез». Этот изъян сварки характеризуется возникновением неглубокой канавки, параллельной сварному шву, и приводящей к снижению показателей прочности шва. Длинная дуга нестабильна, обеспечивает более низкую температуру в зоне сварки, и, как следствие, такой шов имеет слишком малую глубину и «размазанность». Сварщик, который умеет правильно регулировать длину дуги, получит шов высокого качества.
После окончания сварки, следует аккуратно отбить молотком застывшую поверх шва окалину.
Полярность при сварке инвертором
Плавление металла обуславливается воздействием на него высокой температуры сварочной дуги, которая возникает в результате присоединения противоположных клемм инвертора к металлической пластине и к сварному стержню. В зависимости от порядка подключения клемм сварочного инвертора, различают прямую и обратную полярность.

Полярность– это задание направления движения электронов. И прямая, и обратная полярность применяется при сварке инвертором, поэтому начинающему сварщику важно знать отличия этих видов подключений.
Прямая полярность – это полярность, возникающая после подсоединения электрода к клемме «минус», а металлопластины — к клемме «плюс». При таком подключении движение тока идёт от электрода к металлу, в результате чего металл прогревается более интенсивно, и зона расплавления становится резко ограниченной и глубокой. Прямая полярность подключения сварочного инвертора выбирается при сварке толстостенных элементов и при инверторной резке.
Обратная полярность характеризуется подключением «минуса» к металлической пластине, а «плюса» — к электроду. Зона сплавления при таком подключении более широкая и имеет малую глубину. Направление тока направлено от металлической заготовки к электроду, в результате чего происходит более сильный нагрев электрода. Такой порядок уменьшает риск возникновения прожога и применяется при сваривании тонкостенных металлических изделий.
Работа с тонким металлом
Сварку тонкостенных металлических изделий инвертором проводят путём подключения клемм по схеме, соответствующей обратной полярности, и расположения электрода углом вперёд. Эта техника сварки обеспечивает получение меньшей зоны нагрева при достаточной ширине шва.
Розжиг электрода следует производить предельно аккуратно, ведь начало ведения ванны при сварке тонкого металла зачастую сопровождается прожогом. Сварку тонкого металла инвертором необходимо проводить постепенно, заваривая небольшие участки с кратковременным отводом электрода от ванны. В этот момент требуется следить, чтобы жёлтое свечение кончика электрода не погасло.
Качество сварного шва напрямую зависит от качества электродов, которые помогут избежать излишнее образование шлака в шве малого сечения. Также использование электродов малого диаметра позволяет избежать прожога металла.
При завершении шва не следует резко отрывать электрод для гашения дуги, ведь в таком случае на конце шва образуется заметный кратер, который ухудшит показатели прочности металла сварного соединения и результат работы оборудования сварочный аппарат окажется неудовлетворительным.
Ещё один дефект, часто возникающий при сварке тонкого металла – это деформация изделия. Для предупреждения её появления, необходимо перед сваркой тщательно закрепить свариваемые детали.
Сварщик с малым опытом часто задаётся вопросом о том, как правильно сваривать металл электросваркой. Общие советы по работе с инвертором и правила сварки металла электродом будут приведены в разделе ниже.
Сваривая металл инвертором, необходимо тщательно контролировать, чтобы сварной шов шёл вровень с металлом. Электродуга, проникающая в металл с интенсивной скоростью и достаточной глубиной, заставляет ванну двигаться назад и создаёт сварной шов, который способен стать дефективным, если скорость движения электрода будет слишком высока. Идеальный шов получится, если электрод будет совершать зигзагообразные и круговые колебания.
При изменении направления движения электрода следует помнить, что ванна следует за теплом. Формирование подреза происходит на фоне недостаточности металла электрода, поэтому стоит строго следить за границами ванны и контролировать их.
Располагая электрод под определённым углом можно управлять направлением движения ванны, при этом вертикальное положение электрода будет способствовать достаточному проплавлению. Ванна при таком положении будет вдавлена вниз и иметь хорошие границы, а шов будет иметь меньшую выпуклость. Слишком большой наклон электрода не позволит управлять ванной.

Сварка инвертором также применима и при выполнении работ по свариванию труб. Сварка проходит в достаточно сложных условиях, поэтому необходимо большое внимание обращать на качество провара на поворотных стыках. Угол, равный 30º, является стандартным углом наклона электрода к поверхности трубы. На трубах из низколегированных сталей с сечением стенки до 12 мм шов будет однослойным. Для труб с большей толщиной стенки следует наложить повторный шов, за счёт чего общая прочность сварного шва повысится. После каждого нового наложения шва следует в обязательном порядке очистить затвердевший шлак. Трубы с диаметром до 0,5 м необходимо проваривать непрерывно.
Инвертор – простой сварочный аппарат, который идеально подойдёт начинающему сварщику для проведения сварочных работ в домашних условиях. При выборе инвертора необходимо полагаться на собственные нужды, и соответствие им выбираемого аппарата, таким образом обеспечивая свои потребности.
Комментариев:
Инверторы являются лучшими аппаратами для сварки. Следует знать, что старые трансформаторы имеют большой вес и использовать их достаточно сложно. С инвертором может работать любой человек. Для этого нужно лишь знать основные принципы сварки металла данным устройством.
Инверторный сварочный аппарат имеет небольшой вес и большую мощность, что позволяет производить сложные сварочные работы даже начинающему сварщику.
Прежде всего достоинствами инверторного аппарата для сварки являются его небольшой вес и большие возможности. Благодаря этому с помощью данного устройства можно выполнить работы, которые раньше производились лишь сложными аппаратами. Электрическая энергия, которая потребляется данным аппаратом небольших размеров, будет направлена только на работу дуги, при помощи которой производится сам процесс сварки.
Как научиться сваривать металл, что нужно знать перед выполнением процесса сварки?

Таблица соответствия диаметра электрода и сварочного тока.
Инвертор для сварки является экономичным аппаратом, который удобно использовать. С помощью него могут научиться сваривать металл даже новички. Перед выполнением сварки важно узнать о принципе работы данного устройства. Инвертор является электронным аппаратом для сварки, потому основная нагрузка будет ложиться на электросеть. Когда старые аппараты для сварки включаются в электросеть, происходит сильный и максимально возможный толчок электрической энергии. В связи с этим производится отключение электросети всего района. В инверторе есть накопительные конденсаторы, которые способны накапливать электрическую энергию, в результате чего может быть обеспечена бесперебойная работа электрической сети. Электрическая дуга устройства в таком случае будет разжигаться мягко.
Следует знать, что чем большим будет диаметр электродов, тем больше электрической энергии он использует. Следовательно, если есть желание проверить сварочный аппарат в работе, понадобится рассчитать, какое количество электрической энергии приблизительно будет потреблять устройство. Это нужно для того, чтобы не сжечь бытовую технику своих соседей.
Для каждого из диаметров электродов показывается минимальная сила тока. Следовательно, если захочется уменьшить силу тока, то шов сделать не выйдет. Если захотелось поэкспериментировать и увеличить силу тока, то шов сделать можно будет, но электрод достаточно быстро сгорит, в результате чего работа не будет комфортной.
Чтобы была возможность правильно установить свариваемые заготовки металла, следует использовать струбцины или тиски.
Вернуться к оглавлению
Как правильно сваривать металл инвертором?

Прежде всего понадобится знать, какие элементы будут необходимы для защиты при работе со сварочным инвертором. Нужно купить следующее:
- Перчатки из кожи.
- Шлем для защиты.
- Куртка из плотной ткани.
- Щетка по металлу.
Понадобится настроить ток сварки и выбрать электрод. Для того чтобы варить сварочным инвертором, нужно будет применять электроды от 2 до 6 мм. Ток сварки выставляется в зависимости от толщины элементов аппарата и материала, который сваривается. В большинстве случаев на корпусе аппарата есть информация по поводу того, какая сила тока должна быть. Не нужно подносить электрод к основанию для сварки быстро. Если это сделать, то может произойти залипание.
Сварочный процесс должен начинаться с поджога дуги. Следует поднести электрод под небольшим углом к детали, которая сваривается, после чего несколько раз коснуться к сварочному основанию, чтобы была возможность задействовать электрод для сварки. Электрод удерживается на несколько элементов от заготовки, которая сваривается. В большинстве случаев данное расстояние равняется диаметру имеющегося электрода.
В результате получится шов сварки. Окалина (накипь металла в верхней части шва) убирается молотком небольшого размера. Можно использовать и какой-либо другой прочный предмет, который имеет большой вес.
Вернуться к оглавлению
Как контролировать дуговой промежуток?

Рисунок 1. Дуговой промежуток подходящих размеров поможет сформировать хороший шов.
Дуговой промежуток является зазором, который появляется во время сварки между металлической заготовкой и электродом. Важно непрерывно контролировать и поддерживать одинаковую величину данного промежутка.
- Если есть зазор небольших размеров, то это может привести к тому, что шов будет выпуклым и не сплавлен по бокам из-за того, что главный металл не сможет быстро прогреться.
- Если имеется зазор больших размеров, то не получится проварить деталь, а дуга будет прыгать. В результате металл, который плавится, уложится криво.
- Важно обеспечить зазор необходимой величины. Это нужно для того, чтобы была возможность сформировать нормальный шов, имеющий хороший провар. Визуально зазор подходящих размеров можно увидеть на рис. 1.
Если научиться контролировать длину дуги, будет возможность получить оптимальный результат. Дуга будет проходить через зазор и плавить главный металл. В результате образуется ванна сварки. Дуга также сможет обеспечить перенос металла, который проплавляется, в ванну.
Вернуться к оглавлению
Как сделать сварочный шов инвертором правильно?

Если электрод во время сварки будет двигаться быстро, получится шов с дефектами. Линия ванны располагается ниже, чем основание главного металла. Если дуга будет быстро и глубоко проникать в главный металл, то она сможет толкать ванну назад, в результате чего образуется шов. Во время сварки необходимо следить, чтобы шов располагался на уровне металла. Сделать идеальный шов можно, если использовать дуговые и зигзагообразные движения. Во время выполнения круговых движений понадобится контролировать уровень шва, размещая ванну равномерно по кругу. В процессе движений в разные стороны будет формироваться такой же шов, потому нужно контролировать появление шва во время сварки прежде всего с одного края, затем в верхней части ванны, а в конце с другой стороны и так далее.
Ванна будет следовать за теплом — это важно помнить, изменяя направление в процессе работ сварки. Образование подреза будет происходить, когда металла электрода начнет не хватать, чтобы полностью заполнить ванну в процессе поперечных движений. Для того чтобы не допускать появления подобной боковой канавки, понадобится контролировать наружные границы, регулярно следить за ванной. Если будет необходимость, можно сделать ее тоньше. Для манипуляции ванной нужно применять силу дуги, которая располагается на конце электрода. В процессе наклона электрода ванна толкнется, но не будет тянуться. Следовательно, чем более вертикальное положение займет во время сварки электрод, тем менее выпуклым будет шов. Когда электрод размещается в вертикальном положении, под ним будет концентрироваться все тепло и ванна вдавится вниз, хорошо проплавится и распространится вокруг.
Когда электрод слегка наклонится, вся сила будет направлена назад, в результате чего шов приподнимется (всплывет).
Когда электрод слишком сильно наклонится во время сварки, сила будет прикладываться по направлению шва, а это не даст полноценно управлять ванной.
Если понадобится сделать плоский шов или передвинуть ванну назад, следует использовать наклоны электрода под различными углами.
Работу нужно начинать от 45° до 90°, потому что подобные углы дают возможность наблюдать за ванной и с легкостью производить сварку.
Когда мы упоминаем слово «сварка», то сразу представляется сложный процесс со множеством нюансов, правил, непростой в использовании техники и оборудования, требований к уровню квалификации работника. Но так дела обстоят не всегда. Современность со всеми ее техническими нововведениями делает все, чтобы облегчить жизнь человека насколько это возможно. Она не обошла стороной и сварочный процесс. Оказывается, можно знать, как варить самостоятельно, не имея специальной квалификации и навыков использования сложной сварочной аппаратуры, и сварка инвертором для начинающих покажется не такой уж и сложной. Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.

Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует. Покупать самый дорогой – не лучший вариант для человека, только познающего азы . Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Как сваривать детали? Основные приемы и секреты для начинающих.
Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.

Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из , то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Что такое сварочный шов и как его сделать?

Металл, который вы собираетесь «варить», должен быть . Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.
Как пользоваться сварочным инвертором?
Не спешите! Торопясь сделать шов, вы, скорее всего, получите некачественное соединение.
В процессе сварки величину тока можно и нужно менять, если это требуется. Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы используете не только что приобретенные электроды, а те, которые были на хранении некоторое время во влажных местах, то их необходимо высушить около двух-трех часов при температуре примерно 2000 градусов.
Разжечь дугу можно двумя способами:
Несколько раз ударить кончиком электрода об изделие;
Применить способ, аналогичный розжигу спички.
Итак, это основная информация, самоучитель и правила, которые нужно знать и соблюдать, если вы решили узнать, как варить металл сварочным инвертором. Сварка для начинающих, конечно, характеризуется начальными неудачами. Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня. Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу. Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.

Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d =3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 — 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.

На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Азы электросварки
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.

Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
- перчатки из грубой ткани (не резиновые);
- для защиты глаз обязательно приобретите сварочную маску с установленным защитным фильтром, который подбирается с учетом величины сварочного тока. Удобнее для сварки применять маску хамелеон. Используемый в ней фильтр распознает дугу и затемняется под ее параметры. Обратите внимание, при низких температурах фильтр не успевает вовремя сработать, при температуре ниже -100С маска хамелеон не обеспечивает защиту;
- грубая куртка и брюки из натурального плотного материала, который не возгорается от искр в процессе сварки. Одежда должна надежно закрывать шею, имеет длинные застегивающиеся рукава, защищающие руки;
закрытая кожаная обувь на толстой подошве.

2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).

6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы.Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.

8.Приступаем к сварке.
У нас получится сварочный шов. Окалину (накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).

9. Вот, что приблизительно у нас должно получиться.

Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга

При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга

При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга

Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как правильно сформировать сварочный шов и какие бывают дефекты
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять — личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах. Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.

Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает). 
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.

При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.
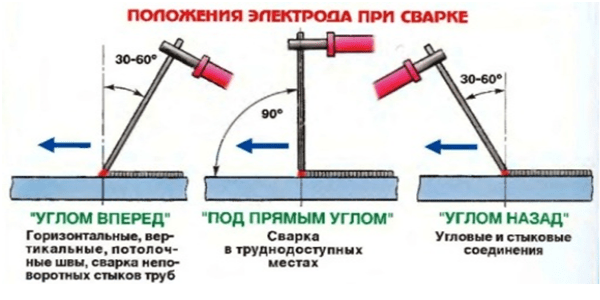
При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки - движение сварного шва.
Дополнительное видео по теме:
Прямая и обратная полярность при сварке инвертором
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.
Влияние скорости подачи электрода
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Влияние силы тока
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.

Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
Сварочный процесс инвертором тонких металлических листов
 На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла - деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:

Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Рекомендуем вам еще:
Комментарии:
Facebook (X )
ВКонтакте (0 )
Обычные (37 )
- Анатолий
Очень хорошая и полезная статья! Мне прям понравилось ее читать, спасибо за столь детальный разбор различных нюансов в сварном деле. Будем практиковаться!)
- Володимир
Пане Майстер. я лише починаю зварювати підкажіть я виставив рекомендовану напругу але шось воно занадто спалює електрод і полярність ніби нормальна ну шось воно не те може і мені шось порадете.
- Дмитрий
Сварщик Киев, сварочные работы по доступным ценам
Если нужна помощь пишите, тут в комментарии, всегда поможем) - Антон
- Валерий Анатольевич
Очень полезное видео для начинающих, полезная информация в целом и полезный сайт! Спасибо! Удачи в Вашей работе!
- Татьяна
Мне нужен мастер, который бы приварил металлический венец к окладу иконы. Металл- латунь.
- Соня
Спасибо, статья очень понравилась и комментарии тоже
- Александр (Прораб)
Дорогие друзья, за этот месяц эта статья была просмотрена 8272 раза, что есть высоким показателем. Пожалуйста, рекомендуйте статью своим друзьям в соц сетях, чтобы принести еще больше пользы начинающим сварщикам.
- Александр
подскажите пожалуйста по полярности. +на электрод подключать или на массу.а то везде по разному пишут.сварка перестала проваривать метал отдал в ремонт после ремонта немного проработала и опять такая-же проблема сообщил мастеру а он сказал что электрод надо на — подключать а + на массу а в инструкции наоборот написано + электрод, — масса.
- Дмитрий
Мужики, хочу сказать следующее, практика сварки металла у меня достаточная. Сегодня варю метал как из пластилина поделку леплю, легко могу электродом троечкой, в потолке, заварить дыру диаметром 40-100мм без заплатки ну и так далее, короче в удовольствие. Такое умение, а это произошло лет 18назад, получил, как только начал видеть и различать цвет металла во время нагрева дугой. Поэтому считаю самым важным умением во время горения дуги: 1. отличать шлак от металла. 2. видеть температуру нагрева металла по его цвету. Научитесь данным вещам и вы обалдеете как всё легко и просто.


















